Introduction
The continuous increase of cheese products consumption in Indonesia expand a promising market for local dairy industries as well as offers a new market for local cheese manufacturers. On its production, the cheese curds are commonly produced by adding acetic acid and rennet enzyme to the milk and then further processed according to need. The rennet enzyme is added to coagulate and separate milk into curds and liquid whey. The total curd yields then indicate the effectivity of the used acetic acid and rennet1.
Aside from the rennet, which could only extracted from the stomachs of ruminants, other coagulants from microbes and plants has also been used even though relatively less popular2,3. The utilization of ruminant stomach extracted enzyme is known to be expensive and limited due to the availability of ruminant stomach3. In addition, various factors such as religious concerns, diet limitation and ban on calf rennet in several countries have encouraged for the alternative sources4. Research then directed towards cheese production by utilizing alternative milk-clotting enzymes, including plant-based enzymes to tackle the problem3.
Cottage cheese is one of the cheese products that highly valued and demanded by the consumers. Chandan et al.5 defined that cottage cheese is a soft cheese with fat content less than 4% and water content less than 80%, with the common consumption of the cheese is by mixing with cream. Those characteristics differentiate cottage cheese with other cheese products such as cheddar which has less than 50% fat and less than 39% water, or cream cheese which has less than 33% fat and less than 55%water. Moreover, Chandan et al.5 also added that the production of cottage cheese does not require curing.
An enzyme is a group of protein which responsible to catalyze various chemical changes such as hydrolysis, oxidation and reduction, isomerase, bond cleavages and also radical transfers6. Chang7 showed that enzyme catalysis could provide a thousand times more efficient chemical reaction, and commonly work on neutral pH and low temperature, had a specific reaction and selective to a certain substrate. Along with the development of cheese processing technology, an approach to the utilization of natural enzymes, especially extracted from plants began to emerge. One of the promising enzymes to be used in cheese production is bromelain, with the enzyme can be extracted from all parts of pineapple (Ananas comosus) whether the fruit, stem or the knobs. The biochemical properties of properties of bromelain extracted from Ananas comosus fruit is provided in Table 1.
Table 1: Bromelain Enzyme Characteristics Extracted from Ananas Comosus Fruit.
| Characteristics | Descriptions |
| Structural chemistry8 | Single-chain protein |
| Molecular weight8 | 25 kDa |
| Isoelectric point9 | 4.6 |
| Specific activity10 | 4.5 units/mg protein |
| Total activity10 | 128 units x 10-2 |
The research on cheese production by using protease enzyme extracted from Ananas comosus plant is still limited, even though the enzyme is expected to be able to produce soft cheese with good meltability and stretchability, and distinctive fibers suitable for pizza or spread cheese11,12. Bromelain enzyme is one of the proteolytic enzymes that can be used to coagulate milk compounds. Jaya and Hadikusuma13 described that the utilization of bromelain enzyme extracted from pineapple knobs on the skim milk produced cottage cheese with protein content at 10.34 – 12.77%; water content at 70.5 – 85.78%; pH at 4.36 – 4.75 and total yields at 11.85 – 15.77%, while the utilization of other parts of pineapple has yet to be available.
The North Sulawesi, Indonesia, is the national producer of pineapples (Ananas comosus). Data14 has shown the positive growth of Ananas comucus in North Sulawesi, which reached 15 tonnes in 2017. In this research, researchers further determine the potential of Ananas comosus as a crude enzyme extract to be used for cottage cheese production. The observed variables include physicochemical characteristics (protein, fat, water, and ash content, as well as the cottage cheese yields, texture and meltability) of the produced cottage cheese. The results of this research are expected to provide information on the local cottage cheese production by using crude enzyme extracted from Ananas comosus.
Materials and Methods
The research was conducted from April to May 2018 in the Laboratory of Animal Products Technology, Faculty of Animal Science, the University of Brawijaya Malang for the sample preparation, curd production and meltability measurement. The chemical content of the cottage cheese is measured in the Laboratory of Food Science, Faculty of Agricultural Technology, University of Brawijaya Malang.
Materials
The materials used in this study include bromelain enzyme extracted from pineapple fruit, fresh dairy milk obtained from the Laboratory of Animal Product Technology, University of Brawijaya Malang, plastic container, whey container, heater, thermometer, filter cloth, mixer, and cheese container.
Sample Preparation
The research was conducted as a laboratory experiment with a completely randomized design, consisted of 3 treatments and 4 replications. The research treatments were different bromelain enzyme concentration levels (K1 = 1.5%; K2 = 3%; K3 = 4.5%), with all treatments were incubated at 40 oC for 35 minutes. The crude bromelain extraction was done by peeling and cut the Ananas comosus as much as 500 g into small pieces and grinded in mortar and pestle to extract the filtrate. The filtrate was then added with 0.1 M phosphate buffer and centrifuged at 3500 rpm for 15 minutes. The solution was then incubated at 4o C and filtered by using Whatman filter paper (150 mm) to obtain the crude bromelain enzyme15. The cottage cheese was made without culture starters and the processing was solely made by using crude bromelain extract. The fresh dairy milk was firstly pasteurized at 70 oC for 30 minutes, and then cooled down to 40 oC before added with crude bromelain enzyme. The milk was then incubated at room temperature for 35 minutes and filtered to obtain the cottage cheese curd.
Protein Content
The protein content of the produced cottage cheese was measured by the Kjeldahl method13. Three grams of cottage cheese were grounded and put into 30 mL Kjeldahl flask, and then added with 5 gr Na2SO4, 20 mL H2SO4, and 0.2 gr CuSO4. The solution was then heated for 3 to 4 hours and until the solution turned clear. The clear solution was put into distillation flask, added with 100 mL aquadest and 60 mL NaOH 45%. The solution was then distilled with HCL 0.1 N and 1% phenolphalen solution until the solution color turned into pink. The protein content was then determined by the following formula:

Fat Content
The fat content was measured by following AOAC16. The boiling flask was firstly heated on the oven at 105 oC and then weighed after cooled down in the desiccator. As much as 5 grams of dry sample was placed into the filter paper and then into the Soxhlet extractor. A condenser was then placed above the boiling flask. Hexane solvent was added to the boiling flask accordingly. Sixteen hours reflux was then performed until the sample solution turned clear color. The extracted sample was then dried in the oven for 105 oC to evaporate any solvent residue and reached a constant weight. The sample was then cooled in the desiccator and weighed. The fat content is measured by the following formula:
A = Sample weight
B = Initial boiling flask weight
C = Final boiling flask weight
Water Content
The water content was measured by using an oven as described by AOAC16. The sample was dried in the oven at 100 – 105 oC for 3 – 5 hours. The sample was then cooled down on the desiccator for 30 minutes. The initial weight and final weight of the sample was then recorded to be calculated by the following formula:

Ash Content
The petri dish was heated at 400 oC for 1 hour, and then weighed after cooled down on the desiccator for 1 hour (A). The cheese sample for 5 grams was heated for 400 oC along with the petri dish for 1 hour, the sample along with the petri dish was then weighed after cooled down on the desiccator (B). The ash content is calculated as follow13:
Cheese Yield
The yield of cottage cheese was determined by calculating the produced cheese weight and the total weight of the ingredients before processing. The formula is as follow13:

Cheese Texture
The cottage cheese texture was measured by using Penetrometer17. The texture was then calculated by the following formula:
Texture = Measured Value (mm) / load weight (g) / time (s)
Cheese Meltability
The meltability of cottage cheese was measured by following Tunick et al.18. The cheese was placed on a tube and heated at 232 oC for 5 minutes. After cooled down, the melting length was measured by using calipers in a horizontal position. The length was measured in millimeters (mm) and scored 1 if there is no increase in length; scored 2 if the length is increased until 5 mm, and the score increased by 1 for every 5 mm increase in length.
Protein Profile
The observation of cottage cheese protein profile was done by using SDS-PAGE electrophoresis20. The protein molecules are separated by its molecular masses in an electric field. A comassie brilliant blue staining was used as marker to determine the molecular weight of the protein. Sample was added with buffer solution at the ratio of 1:1, and heated at 100 oC for 5 minutes and cooled down to the room temperature before placed in the electrophoresis chamber. As much as 10-20 µL was placed in the gel column and then electrophoresis was done at 100 V for 2 hours. The produced bands were then compared to the standard to determine the molecular weight of each band.
Data Analysis
All of the data was analyzed by using analysis of variance (ANOVA) and followed with the Least Significant Difference (LSD) test to determine any significant differences by using SPSS version 16.0.
Results and Discussions
The physicochemical characteristics of cottage cheese which include protein, fat, water, and ash content, as well as cheese yield texture and meltability in this research are presented in Table 2. The molecular weight of cottage cheese as well as SDS-PAGE observation of each treatment is presented in Table 3 and Figure 1, respectively.
Table 2: Physicochemical Characteristics of Cottage Cheese.
| Physicochemical characteristics | Bromelain enzyme concentration | ||
| K1 | K2 | K3 | |
| Protein (%) | 11.93 ± 0.29a | 12.64 ± 0.43b | 11.50 ± 0.22a |
| Fat (%) | 3.25 ± 0.99ab | 2.13 ± 0.90a | 5.21 ± 2.01b |
| Water (%) | 57.96 ± 0.12b | 56.06 ± 0.22a | 57.46 ± 0.51b |
| Ash (%) | 1.68 ± 0.46b | 0.59 ± 0.38a | 2.06 ± 0.57b |
| Yield (%) | 9.53 ± 0.35b | 10.62 ± 0.06c | 8.46 ± 0.60a |
| Texture (N) | 3.67 ± 0.11b | 3.81 ± 0.11b | 3.38 ± 0.81a |
| Meltability (%) | 2.28 ± 0.20ab | 2.82 ± 0.13b | 1.89 ± 0.59a |
Description: Different superscripts on each row indicates highly significant differences (P<0.01)
Table 3: Molecular Weight of the Cottage Cheese (kDa)
| No. | K1 | K2 | K3 |
| 1 | 160.47 | 133.72 | 160.47 |
| 2 | 133.72 | 122.07 | 133.72 |
| 3 | 101.72 | 101.72 | 122.07 |
| 4 | 84.76 | 84.76 | 101.72 |
| 5 | 64.48 | 64.48 | 84.76 |
| 6 | 7.23 | 7.23 | 64.48 |
| 7 | 4.58 | 4.58 | 17.99 |
| 8 | 7.23 | ||
| 9 | 4.58 |
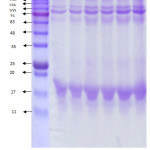 |
Figure 1: Protein Profile of the Cottage Cheese as Observed with SDS-PAGE. |
Protein
In this research, the protein content of cottage cheese added with different bromelain enzyme concentrations showed significant differences, with the highest protein content was shown in K2 (3% bromelain concentration) which contained 12.64 ± 0.43% protein. The different protein concentration was due to the proteolytic characteristics of bromelain enzyme. Yamada et al.10 showed that bromelain enzyme from Ananas comosus had specific activity at 4.5 units/mg protein with a total of 128 units x 10-2. This research showed that 3% bromelain concentration produced cottage cheese with higher protein content, which noting that bromelain enzyme by itself is a protein, thus higher concentration would yield higher protein content, but also showed the 3% bromelain had more efficient protease activity which affect the protein content of the product. The bromelain enzyme would initiate destabilisation of the casein micelles in milk, along with a cooperative aggregation and thus resulting in formation of a three-dimensional protein matrix20,21. The finding by Rusnakova and Jaroslav22, and Metzger et al.23 showed that the initial acidification on cheese processing could affect the protein content in cheese. The activity of plant-based enzyme is manly associated with the proteolytic activity of the enzyme with serine and cysteine residues24, thus different plant-based enzyme would show different proteolytic activity. Macedo et al.25 added that different types of plant protease in cheese technology affect the degradation of protein matrix in milk, resulting in different sensory properties of the cheese.
The protein content of cottage cheese in this research is lower compared with the finding of Kariyawasam et al.26, which used different microbial starters in cheese processing. However, the lower protein content is expected as it has been widely known that the addition of microbial starters in a food product would increase the protein content of the food, while the addition of plant-based enzyme would increase the protein degradation of milk.
Fat
The highest fat content of cottage cheese in this research is found on K3 (5.21 ± 2.01%), while the lowest was found on K2 (2.13 ± 0.90%). According to Schoumacker et al.27, the common fat content of commercial cottage cheese is 0 to 7.8%. This showed that the overall fat content of produced cottage cheese in this research is suitable for the market. In this research, no starter culture and sodium chloride were used to produce the cottage cheese. Research by Kariyawasam et al.26 showed that the addition of starter culture would reduce the fat content in cottage cheese. A combination of bromelain enzyme and starter cultures thus provides a possibility to produce low-fat cottage cheese. Aside from the addition of starter culture, other studies mentioned that the addition the addition of NaCl may inhibit lipolysis during cheese production27, thus affect the fat content of the cheese, even though with the NaCl addition at 0.5 to 3.0% (w/w) showed no effect on lipolysis28.
Water
Water or moisture is an essential component of food products as it would affect the texture, flavor, and overall acceptability and shelf-life of the products. The water content in food products is accumulated from the water content in food added with another external ingredient addition and/or processing30. In cheese processing, the loss of moisture would significantly affect the weight loss during the ripening period31. The addition of salt is also known to affect the loss of moisture in cheese3229. In this research, cottage cheese with the highest water content was found with the addition of 1.5% bromelain enzyme (K1), which was at 57.96 ± 0.12%. The moisture has then resulted in soft cheese. Heller et al.33 described that cheese products can be grouped based on its water content, with soft cheese is a category for cheese products with more than 55% water content. McSweeney34 further explained that high water content would disrupt casein bonds and resulted in a weak texture of the cheese. According to the USDA35, the water content of cottage cheese in this research has met the standard.
Ash
The ash content in food indicates the inorganic compounds or minerals, which can be found after a certain heating method. In cheese processing, ash content represents the minerals in final product and depends upon the brining used. In this research, K3 (4.5% bromelain concentration) showed the highest ash content, which reached 2.06 ± 0.57%; while the lowest was found in K2 (0.59 ± 0.38%). The highest ash content of cottage cheese in this research (K3) is higher compared to the finding of Kariyawasam et al.26 which used different starters to make the cottage cheese. The ash content of cottage cheese by using Lactobacillus rhamnosus was 1.84 ± 0.02%; while by using Weissela cibaria D30 1.80 ± 0.02%. The higher ash content in this research could be affected by several factors, such as the milk origin as well as the absence of starters which could utilize mineral for its metabolism. Research by Mijan et al.36 showed higher ash content (2.7%) in the cheese prepared from dairy milk. In this research, NaCl was not added during cheese making, thus lower ash content is to be expected, though Khan and Masud37 showed that higher ash content in cottage cheese was recorded in plant-based enzyme compared to rennet.
Yield
One of the most important parameters in assessing the enzyme alternatives for cheese making is the yield by weight of the produced cheese. Optimal cheese yield is important for cheese production37, as it would determine the cost and benefit. The total cheese yield during processing is affected by several factors, such as enzyme concentration, temperature, and pH during processing38. In this research, the total cheese yield was significantly different between each treatment, which is 9.53 ± 0.35% (K1); 10.62 ± 0.06% (K2); and 8.46 ± 0.60% (K3), with the pH during processing were varied from 4.5 to 5.5. It can be seen that the usage of bromelain enzyme as much as 4.5% produced lower cheese yield, while 3% bromelain had higher yield compared to the 4.5% and 1.5% bromelain enzyme concentration. This showed that 3% of bromelain enzyme concentration would produce more optimum cheese yield compared to other concentrations. Purwadi39 explained that an optimum pH and enzyme concentration could initiate efficient milk coagulation, resulting in a compact curd and higher cheese yield. Previous studies on the plant-based enzymes for cheese processing showed that most of them are not suitable for industrial scale, noting that the cheese undergo protein loss as a result of proteolytic activities37.
The effective enzyme activity would be affected by temperature, pH and enzyme concentration. On a higher temperature, milk coagulation will be reduced. In this research, the incubation was performed at 40 oC for 35 minutes and showed a good enzyme activity. The milk coagulation was occurred due to the specific bromelain activity toward casein until reached its isoelectric condition. Cavalli et al.40 further describe that at acidic pH, around 75 to 95% of total extracted enzyme activity correspond to cardosin A. This enzyme was shown to be similar to chymosin in terms of kinetic parameters and specificity by cleaving similar peptide bod of κ-casein.
Texture
In this research, different bromelain enzyme concentrations resulted in a highly significant difference in cheese texture (P<0.01). It is caused by the acidic condition of the bromelain enzyme which increases the proteolytic activity and initiates the breakage of peptide bonds in cheese. Aggraini et al.41 explained that the protein breakdown into simpler compounds would increase whey solubility and resulted in soft cheese texture. The different cheese texture in this research indicates that different bromelain enzyme concentrations resulted in different curd formations, thus affect the texture. Moreover, research by Sousa et al.42 showed that plant-based enzyme affects the cheese texture due to the primary proteolysis of milk caseins, while Al-Otaibi43 added that the cheese hardness will be decreased due to the hydrolysis of αs1 casein.
Aside from the curd formation, the water content in cheese could also affect its texture. Gunasekaran and Mehmet44 showed that the texture in cheese correlates with water content, with higher water content resulted in lower cheese texture and affect consumers’ acceptability to the cheese product. Susanto45 also described that water content in cheese has a negative correlation to the elasticity, with lower water content that would result in harder cheese texture.
Meltability
The cheese meltability is mainly affected by fat content as well as protein and water interaction34, with the preferred cheese meltability is at 2 – 4%. In this research, the addition of 4.5% bromelain enzyme did not meet the preferred cheese meltability, while both 1.5% and 3% bromelain enzyme concentration had more than 2% cheese meltability, which were 2.28 ± 0.20% and 2.82 ± 0.13%, thus had a more preferred meltability. Lucey et al.46 described that attractive and repulsive forces between casein control the melting of the cheese. The different cheese meltability in this research indicates that the bromelain enzyme affects the casein compounds which determine the cheese texture.
Protein Profile
The protein profile observation showed that the visible bands were at 4.58 to 160.47 kDa. The protein profile of each treatment in this research were observed two times and showed that on K1 and K2, seven protein bands, while the K3 showed nine protein bands (Table 3 and Fig. 1). The results showed that the casein protein was seen on all treatments with molecular weight at 64.48 kDa. Similar results47 showed that the casein proteins, which include α-casein, β-kasein and κ-kasein would be seen at around 60 kDa. The results also showed that higher crude enzyme concentrations showed more bands (9 bands) in the SDS-PAGE. The condition is expected as higher enzyme concentration could initiate more proteolysis reactions and resulted in more lysed protein products. This also indicates that the addition crude bromelain enzyme concentrations at more than 4.5% would possibly produce more bands as well. Aside from the enzymatic properties, other factors known to affect the protein degradation of the cheese are storage time48 and ripening temperature49.
Conclusion
The research concludes that 3% bromelain concentration produce the best physicochemical properties of cottage cheese, which shown the highest protein content as well as cheese yield, texture and meltability with low water, fat and ash content with significant difference at P<0.01. The treatment produced cheese that contained 12.64±0.43% protein, 2.13±0.90% fat, 56.06±0.22% water, 0.59±0.38% ash, with cheese texture of 3.81±0.11 N and 282±0.13% meltability from a total yield of 10.62±0.06%. This showed that crude bromelain enzyme could be used as a cheap rennet substitution for cheese making, especially in area rich of Ananas comosus production.
Conflict of Interest
There was no conflict of interest associated with this study by any of the authors.
Acknowledgment
Authors would like to thank the Directorate General of Higher Education, Ministry of Research, Technology and Higher Education Republic of Indonesia. A special thanks to Aldyon Restu Azkarahman for his insight in the writing of this paper.
References
- Silveira G. C. D., Monti R., Contiero J., Oliveira G. M. D., Ribeiro E. J. Microbial rennet produced by Mucor miehei in solid-state and submerged fermentation. Brazilian Arch Bio Tech. 2005; 48(6): 931-937.
CrossRef - Harboe M., Broe M. L., Qvist K. B. In: Law B. A., Tamime A. Y. (eds) Technology of Cheese Making. United Kingdom: Wiley-Blackwell; 2010.
- Jacob M., Jaros D., Rohm H. Recent advances in milk clotting enzymes. Int J Dairy Technol. 2011; 64:14–33.
CrossRef - Chandar R. C., Kilara A., Shah N. P. Dairy Processing and Quality Assurance. United Kingdom: Wiley Blackwell; 2016.
CrossRef - Roseiro L. B., Barbosa M., Ames J. M., Wilbey R. A. Cheesemaking with vegetable coagulants—the use of Cynara L. for the production of ovine cheeses. Int J Dairy Technol. 2003; 56:76–85.
CrossRef - Sumardjo D. Pengantar Kimia: Buku Panduan Kuliah Mahasiswa Kedokteran dan Program Strata I Fakultas Bioeksakta. Jakarta: Penerbit Buku Kedokteran EGC; 2006.
- Chang R. Kimia Dasar: Konsep-konsep Inti. Jakarta: Penerbit Erlangga; 2005.
- Rowan A. D., Buttle D. J., Barrett A. J. The cysteine proteinases of the pineapple plant. Biochem J 1990; 266: 869-875.
- Ota S., Moore S., Stein W.H. Preparation and chemical properties of purified stem and fruit bromelains. Biochemistry. 1964; 3: 180-185.
CrossRef - Yamada F., Takahashi N., Murachi, T. Purification and characterization of a proteinase from pineapple fruit, fruit bromelain FA2. Biochem. 1976; 79(6): 1223-1234.
CrossRef - Kapoor R., Metzger L. E. Process cheese; Scientific and technological aspect: A Review. Comprehensive Rev Food Safety. 2008; 7: 194-214.
CrossRef - McMahon D. J., Paulson B., Oberg C. J. Influence of calcium, pH and moisture on protein matrix structure and functionality in direct-acidified nonfat mozzarella cheese. J Dairy Sci. 2005; 88(11): 3754-3763.
CrossRef - Jaya F., Hadikusuma D. Pengaruh substitusi susu sapi dengan susu kedelai serta besarnya konsentrasi penambahan ekstrak nanas (Ananas comosus) terhadap kualitas fisik dan kimia keju cottage. JITEK. 2009; 4(1): 46-54.
- Indonesia Statistics. Horticulture Statistics in North Sulawesi. Indonesia: Bahu Bahtera Indah; 2017.
- Manoi F. Ekstrak ampas nanas sebagai medium campuran pada pembuatan Nata de Cashew. Bulletin Littro. 2007; 18(1): 107-116.
- Analysis of Official Analytical Chemistry Methods 18th Ed. Washington DC: AOAC International; 2005.
- Kartika B. P., Hastuti, Supartono W. Pedoman Uji Inderawari Bahan Pangan. Pusat Antar Universitas Pangan dan Gizi. Yogyakarta: Universitas Gadjah Mada; 1998.
- Tunick M. H., Malin E. L., Smith P. W., Shieh J. J.,, Sulivan B. C., Mackey K. L., Holsinger V. H. Proteolysis and rheology of low fat and full fat mozzarella cheeses from homogenized milk. J Dairy Sci. 1993; 76: 3621-3628.
CrossRef - Aulini’am. Protein dan Analisisnya. Malang: Citra Mentari Group. 2005: 53-85.
- Mahaut M., Jeantet R., Brule G. Initiation À La Technologie Fromagère. Paris: Technique et documantation Lavoisier Inc.; 2000.
- Sinaga H., Bansal N. Bhandari B. Gelation properties of partially renneted milk. Int J Food Properties. 2016; 20(8): 170-1714.
CrossRef - Rusnakova M., Jaroslav Z. Enzymatic hydrolysis of defatted soy flour by three different protease and their effect on the functional properties of resulting protein hydrolysates. Czech J Food Sci. 2004; 20(1): 7-14.
CrossRef - Metzger L. E., Barbano D. M., Kindstedt P. S., Guo M. R. Effect of milk preacidification on low fat mozzarella cheese, chemical and functional properties during storage. J Dairy Sci. 2001; 84(6): 1348-1356.
CrossRef - Pontual E. V., Carvalho B. E ., Bezerra R. S., Coelho L. C., Napoleão T. H., Paiva P. M. Caseinolytic and milk clotting activities from Moringa oleifera Food Chem. 2012; 135: 1848-1854.
CrossRef - Macedo I. Q., Faro C. J., Pires E. M. Caseinolytic specificity of cardosin, an aspartic protease from the Cardoon Cynara cardunculus L.: Action on bovine Αs- and Β-casein and comparison with chymosin. J Agri Food Chem. 1996; 44: 42-47.
CrossRef - Kariyawasam K. M. G. M. M., Jeewanthi R. K. C., Lee N. K., Paik H. D. Characterization of cottage cheese using Weissella cibaria D30: Physicochemical, antioxidant, and antilisterial properties. J Dairy Sci. 2019; 102: 1-7.
CrossRef - Wolf I. D., Raper N. R., Rosenthal J. C. USDA activities in relation to the sodium issue: 1981-83. Food Tech. 1983; 37(9): 59-63.
- Rulikowska A., Kilcawley K. N., Doolan I. A., Alonso-Gomez M., Nongonierma A. B., Hannon J.A., Wilkinson M.G. The impact of reduced sodium chloride content on Cheddar cheese quality. Int Dairy J. 2013; 28(2): 45-55.
CrossRef - Schoumaker R., Martin C., Thomas-Danguin T., Guichard E., Le-Quéré J. L., Labouré. Fat perception in cottage cheese: The contribution of aroma and tasting temperature. Food Qual Pref. 2016.
CrossRef - Persson E., Sjokolm I., Skog K. Effect of high water-holding capacity on the formation of heterocyclic amines in fried beefburgers. J Agri Food Chem. 2003; 51(15): 4472-4477.
CrossRef - Buffa M., Guamis B., Saldo J., Trujillo A. J. Changes in water binding during ripening of buffalo milk. Indian J Dairy Sci. 2003; 49(5): 350-352.
- Melilli C., Barbano D. M., Caccamo M., Tuminello L., Carpino S. and Licitra G. Interaction of brine concentration, brine temperature and presaltingon salt penetration in Ragusano cheese. J Dairy Sci. 2006; 89(5): 1420-1438.
CrossRef - Heller K. J., Bockelmann W., Schrezenmeir J., Vrese M. D. Cheese and Its Potential as a Probiotic Food In: Fermented Functional Foods. Boca Raton: CRC Press. 2008: 243-266.
- McSweeney P. L. H. Cheese Problems Solved. England: CRS Press. 2007.
CrossRef - Specification for Cottage Cheese and Dry Curd Cottage Cheese. United States: USDA. 2001.
- Mijan M. A., Haque M. A., Habib M. A., Wadud M. A. Evaluation of quality of mozzarella cheese. Bangladesh Vet. 2010; 27(1): 36-42.
CrossRef - Khan R. S., Masud T. Comparison of buffalo cottage cheese made from aqueous extract of Withania coagulanswith commercial calf rennet. Int J Dairy Tech. 2013; 66(3) 396-401.
CrossRef - Walstra P., Geurts T. J., Noomen A., Jellema A. V., Boekel M. V. 2005. Dairy Technology-Principles of Milk Properties and Processes. New York : Marcel Dekker Inc. 1999.
CrossRef - Uji coba penggunaan jus jeruk nipis dalam pembuatan keju mozzarella. JITEK. 2007; 2(2): 28-34.
- Cavalli S. V., Lufrano D., Colombo M. L., Priolo N. Properties and applications of phytepsins from Thistle flowers. 2013; 92: 16–32.
CrossRef - Anggraini R. P., Rahardjo A. H. D., Santosa R. S. S. Pengaruh level enzim bromelin dari nanas masak dalam pembuatan tahu susu terhadap rendemen dan kekenyalan tahu susu. J Ilmiah Pet. 2013; 1(2): 507-513.
- Sousa M., Malcata F. Comparison of plant and animal rennets in terms of microbiological, chemical, and proteolysis characteristics of ovine cheese. J Agri Food Chem. 1997; 45: 74–81.
CrossRef - Al-Otaibi M. M., Wilbey R. A. Effect of chymosin reduction and salt substitution on the properties of white salted cheese. Int Dairy J. 2006; 16: 903–909.
CrossRef - Gunasekaran S., Mehmet M. A. Cheese Rheology and Texture. New York: CRC Press. 2003.
CrossRef - Komar N., Hawa L. C., Prastiwi R. Thermal characteristics of mozzarella cheese product (study on citric acid concentration). J Tek Pertanian. 2009; 10(2): 78-87.
- Lucey J. A., Johnson M. E., Home D. S. Invited review: perspectives on the basis of the rheology and texture properties of cheese. J Dairy Sci. 2003; 86(9): 2725-2743.
CrossRef - Karitas M. U., Fatchiyah F. Profil protein 30-60 kDa pada yoghurt hasil fermentasi susu kambing peranakan etawa dengan kultur tunggal. Biotropika. 2013; 1(2): 65-69.
- Oh N S., Lee H A., Myung J H., Joung J Y., Lee J Y., Shin Y. K., Baick S. C. Effects of temperature and supplementation with skim milk powder on microbial and proteolytic properties during storage of cottage cheese. J Microbiol Biotech. 2014; 24(6): 795-802.
CrossRef
- Feeney E. P., Fox P. F., Guinee T. P. Effect of ripening temperature on the quality of low moisture mozzarella cheese: 1. Composition and proteolysis. Lait. 2001; 81: 463-474.
CrossRef

This work is licensed under a Creative Commons Attribution 4.0 International License.