Introduction
The trend towards the use of dairy by-products such as whey, skim milk, butter milk and permeate and some residues of agricultural crops such as broken chickpea seeds, wheat germ, wheat bran, rice bran and etc, as non-dairy by-products in the manufacture of functional dairy foods is increasing worldwide.
Whey is one of the most important dairy by-products. It is a by-product of cheese-making and casein manufacture in the dairy industry. Currently, whey and its components are recognized as value-added ingredients in many food products such as infant formulas, sports nutrition foods and other food products. Among whey components is the protein. Whey protein contains all 20 amino acids and all nine essential amino acids, and it is a rich and balanced source of the sulphur amino acids that serve a critical role as antioxidants.1 Whey may also include low-molecular weight bioactive peptides formed by the enzymatic degradation of the caseins during the cheese making process.2
The broken chickpea seeds are one of the residues of the process of extracting chickpea seeds from their dry horns. Chickpea (Cicer arietinum L.) of legumes are rich in protein, vitamins, minerals and dietary fibers but low in fat3, 4 Besides promoting weight loss and preventing obesity and cardiovascular disease, Prebiotics are defined as “selectively fermented ingredients that result in specific changes, in the composition and/or activity of the gastrointestinal microbiota, thus conferring benefits upon host health.5 Prebiotics are also a substrate that is selectively utilized by host microorganisms conferring a health benefit.6
Both in vivo and in vitro studies have confirmed the positive influence of dietary fibers, as prebiotics, on survival of probiotic bacteria such as Bifidobacterium lactis Bb-12 and Lactobacillus acidophilius La-5.7, 8 showed that supplementing by chickpea flour enhanced the growth of Lactobacillus debrueckii ssp. bulgaricus in yoghurt. Yoghurt fortified with the watery extract of chickpea had higher Streptococcus thermophilus counts than that of the control without the extract.9 Thus, dietary fibers and protein contents of chickpea will be a useful ingredient to enhance the quality of any fermented dairy product.
In addition to the above, it should be noted that whey and chickpea are important sources of branched chain amino acids (BCAAS).10 Branched chain amino acids (valine, leucine and isoleucine) have the effect of promoting protein synthesis and inhibiting protein collapse. Leucine is not only precursor for muscle protein synthesis, but also may play a role as a regulator of intracellular signaling pathways that are involved in the process of protein synthesis11
Therefore, this study was conducted to investigate the effect of replacing chickpea components instead of milk components on the chemical, physical, nutritional, microbiological and sensory properties of like probiotic frozen yoghurt.
Materials and Methods
Materials
Fresh skim milk (0.1% Fat and 9.43% solids not fat (S.N.F) and fresh cream (45% Fat and3.48 S.N.F) were obtained by separating raw buffalo’s milk using cream separator (Alfa Laval). Low heat skim milk powder made in USA (1.25% Fat and 94.75% S.N.F), cane sugar (sucrose) and raw vanilla were purchased from the local market. Lacta 9060 (combination of selected emulsifiers and stabilizers blend) was obtained from Misr Food Additives (MIFAD). Freeze dried ABT-2starter culture containing Lactobacillus acidophilus, Bifidobacterium bifidum and Streptococcus thermophilus was obtained from Chr. Hansen laboratories (Denmark). Broken chickpea seeds were obtained from Crops Research Institute, Agriculture Research Center, Ministry of Agriculture, Giza, Egypt. Broken chickpea was milled (using standard electric grinder, Moulinex®, France) and sieved by stainless steel sieves (60 mesh) for obtaining chickpea’s powder. The powder product (5.85% fat, 89.04% S.N.F) was stored in glass bottles atסC until use. Broken chickpea extract was prepared according to the following.
Preparation of broken chickpea extract
 |
Figure 1: Flow chart of the preparation of broken chickpea extract. Click here to View figure |
Methods
Experimental procedure
Preparation of probiotic frozen yoghurt mixtures:
- Two mixtures (Acontrol and B) were prepared from ingredients formed in calculated quantities as shown in Table (1) and standardized to contain 14% S.N.F, 8% fat, 13% sugar and 0.4% lacta 9060.12
- Equal quantities of calculated skim milk and chickpea extract were heated to 90○C and held for 10 min, then cooled down to the incubation temperature of 35○C. These media inoculated with freeze dried ABT-2 starter culture (0.02%) and incubated at 35○C until the pH
value reached 5.5. These fermented media were chilled and stored at 4○C. - The process used for manufacture of probiotic frozen yoghurt is shown in (Fig. 2).
Table 1: Formulation of different probiotic frozen yoghurt mixes
| Ingredients | Acontrol | B | AB25 | AB50 | AB75 |
| Fresh buffalo skim milk | 61.13 | 00.00 | 45.85 | 30.57 | 15.28 |
| Fresh cream | 17.42 | 6.27 | 14.63 | 11.85 | 9.06 |
| Skim milk powder | 8.05 | 00.00 | 6.04 | 4.03 | 2.01 |
| Broken chickpea extract | 00.00 | 72.45 | 18.11 | 36.21 | 54.34 |
| Broken chickpea powder | 00.00 | 7.88 | 1.97 | 3.94 | 5.91 |
| Sugar | 13.00 | 13.00 | 13.00 | 13.00 | 13.00 |
| Stabilizer | 0.40 | 0.400 | 0.400 | 0.40 | 0.40 |
| Total weight (kg) | 100 | 100 | 100 | 100 | 100 |
 |
Figure 2: Flow chart of the process used for experimented frozen yoghurt making Click here to View figure |
Methods of Analysis
Microbiologically
The viable count of ABT cultures (Bifidobacterium bifidum, Lactobacillus acidophilus and Streptococcus thermophilus) was enumerated13, 14
Chemically
Total solids, fat, total protein, ash, dietary fibers, minerals (Fe, Ca, P, Na, K, Mg and Zn) and vitamins contents were determined14 Amino acids content of the product was determined according to the method described in15 by using High Performance Amino Acid Analyzer. Branched chain amino acids BCAAS (Leucine + Isoleucine + Valine) (g/100g protein) and Fisher ratio of the products were calculated by using the following equation as described by16
![]()
Physically

pH value was measured using a digital laboratory pH meter (HI931400 Hanna instruments) with glass electrode. Determination of dynamic viscosity (in Centi-poise, Cp) of aged probiotic frozen yoghurt mixes was carried out using a Brookfield viscometer (Brookfield DV-III, Brookfield Engineering Laboratories, Inc., USA). A Brookfield viscometer equipped with a spindle No.3 to run at 80 rpm in 250 ml cup. All samples were adjusted at 25±1°C before viscosity measurement. The overrun of probiotic frozen yoghurt samples were calculated by using the following equation as described by 17
The melting rate of probiotic frozen yoghurt samples was determined.18 The color attributes L (Brightness; 100: white, 0: black), a (+: red, – : green) and b (+: yellow, – : blue) of probiotic frozen yoghurt samples were evaluated using Hunter colorimeter (Hunter ultra-Scan. VIS).
Sensory Evaluation
All the resultant products were sensory rated for flavor (50), body & texture (40) and color & appearance (10) by 10 panelists of experienced staff members at Dairy Science Department, Cairo University and Agriculture Research Center, Ministry of Agriculture, Giza, Egypt according to the ice cream score card of.17 Total score of flavor, body & texture and color & appearance was defined as total acceptability (100 points).
Statistical Analysis
Statistical analysis was carried out by SPSS Vr. 20 program. Data were expressed as means ± S.D. and the statistical analysis were performed using one-way analysis of variance followed by Duncan’s tests. (SPSS, 20).19
Results and Discussion
Growth Behavior of ABT-2 Culture Strains in Chickpea Extracts
Frozen dairy products such as frozen yoghurt are an ideal carriers for the delivery of beneficial microorganisms to human intestines. In an attempt to increase its functional properties, whey and permeate as dairy by-products and broken chickpea seeds as non-dairy by-products were used in an initial experiment in the manufacture of frozen yoghurt. Therefore, the behavior of ABT-2 culture (Bifidobacterium bifidum, Lactobacillus acidophilus and Streptococcus thermophilus) in three extracts of grounded broken chickpea seeds with water, whey or permeate was investigated to determine the best extract for making probiotic frozen yoghurt. The mean value of viable counts of ABT-2 culture strains in the three extracts was estimated comparative to that in skim milk as shown in Fig (3).
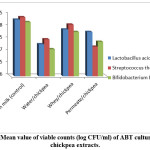 |
Figure 3: Mean value of viable counts (log CFU/ml) of ABT culture in three chickpea extracts. Click here to View figure |
The obtained results showed that the three chickpea extracts were suitable environments for the growth and activity of probiotic bacteria. Whey/chickpea extract was the best extract as the number of viable cells of all ABT-2 culture strains reached a level approximately similar to that of the control skim milk. No microbial activity inhibition due to chickpea ingredients was detected. The dietary fibers and oligosaccharides of chickpea seeds as well as the whey lactoferrin may enhanced the growth and activity of ABT-2 culture strains8 ,20, 21 Therefore, this extract (6.5% fat and 9.34% S.N.F) was used for preparation of experimental probiotic frozen yoghurt mixes Figure 2.
Effect of chickpea ingredients on experimented frozen yoghurt color
Of course, a clean white color is often demanded color of a naturally frozen yoghurt. Acontrol– frozen yoghurt (without chickpea ingredients) exhibited more whiteness as indicated by a high L* value, and low a* and b* values. B-frozen yoghurt (100% chickpea) showed greater yellowish color value (b*) and lesser greenish color value (-a*) than the others (Table 2). Therefore addition of chickpea ingredients decreased the whiteness of the product and this decrease was proportional to replacement ratio of skim milk and skim milk powder with whey/chickpea extract and milled chickpea seeds in experimented frozen yoghurts (Table 1).
Table 2: Color values of experimented frozen yoghurt
| Frozen yoghurts | L* | a* | b* |
| Acontrol | 85.89±0.22a | -3.85±0.04a | 10.27±0.07e |
| AB25 | 84.95±0.26b | -3.55±0.08b | 12.44±0.17d |
| AB50 | 82.73±0.01c | -3.04±0.13c | 15.21±0.22c |
| AB75 | 81.76± 0.38d | -2.44±0.11d | 17.94±0.24b |
| B(100% chickpea) | 74.84±0.94e | -2.27± 0.14d | 19.88± 0.20a |
(L*):The lightness, (b*):The yellowness and (a*): The redness
Values are means ± SD (n=3), mean number in the same column bearing different superscript letter are significantly different at p < 0.05
Sensory evaluation of experimented frozen yoghurt samples
The resultant probiotic frozen yoghurt products (Acontrol, AB25, AB50, AB75 and B) were evaluated after 2 days of freezing for organoleptic properties (Table 3). The panelists noted that Band AB75 frozen yoghurt melted slowly in the mouth than the others. In other words panelists agreed on the sense of coarseness in sample B, which decreased in AB75 and disappeared in AB50 and AB25. They arranged their preference as Acontrol >AB25>AB50>AB75> B. From the results of the sensory evaluation A, AB25 and AB50 treatments were selected for physical, chemical and microbiological examination.
Table 3: Sensory evaluation of experimented frozen yoghurt
| Mixes | Flavor and Taste (50) |
Body and Texture (40) |
Color and Appearance (10) | Overall Acceptability (100) |
| Acontrol | 49.00±1.16a | 39.25±0.96a | 10.00±0.00a | 98.25±2.06a |
| AB25 | 47.00±0.82ab | 38.00±0.82ab | 9.25±0.50b | 94.25±0.96ab |
| AB50 | 45.25±0.50b | 37.50±1.29ab | 8.75±0.50b | 92.00±2.58bc |
| AB75 | 44.50±2.52bc | 35.25±3.40b | 8.00±0.00c | 87.75±5.60c |
| B | 42.25±2.06c | 30.50 ±1.00c | 7.25±0.50d | 80.00±2.16d |
Values are means ± SD (n=3), mean number in the same column bearing different superscript letter are significantly different at p < 0.05
Physical properties of the selected probiotic frozen yoghurt mixes
Replacement of non-fat milk solids with chickpea ingredients caused a significant decrease in specific gravity (Sp.gr) and weight per gallon and increased viscosity of treated frozen yoghurt mixes as shown in Table (4).
The high viscosity of treated frozen yoghurt mixes is due to their high content of starch and fibers. Gelatinization of starch is the most prominent change taking place during boiling of chickpea seeds through preparation of its extract. Gelatinized starch has high water holding capacity and it can influence the rheological properties of frozen yoghurt mix.22, 23
Table 4: Specific gravity (Sp.gr), weight per gallon (Wt/gal) and viscosity of the selected probiotic frozen yoghurt mixes*
| Mixes | Specific gravity | weight per gallon (Ibs) | Viscosity (Cp) |
| Acontrol | 1.07±0.00a | 8.91±0.00a | 541.67±1.44c |
| AB25 | 1.04±0.01b | 8.66±0.07b | 586.70±0.69b |
| AB50 | 1.03±0.01c | 8.56±0.05c | 657.50±0.00a |
weight per gallon (Ibs) = Sp.gr×8.345 (cp) = centipoise.
Values are means ± SD (n=3), mean number in the same column bearing different superscript letter are significantly different at p < 0.05
Physical properties of the resultant probiotic frozen yoghurt
With an increase in the level of replacing of non fat milk solids with chickpea ingredients there was a corresponding significant increase in specific gravity and weight per gallon and significant decrease in the overrun of treated frozen yoghurt (Table 5). This lowering in the overrun is due to the high viscosity of mixes which caused a less air incorporation (Table 4). These results are in agreement with the results reported by 24 for grape wine lee ice cream, 25 for functional ice cream fortified with date pulp and25 for low fat ice cream containing Cactus pear pulp.
Table 5: Specific gravity (Sp.gr), weight per gallon (Wt/gal) and overrun (%) of the resultant probiotic frozen yoghurt.*
| Products | Specific gravity | weight per gallon (Ibs) | Overrun% |
| Acontrol | 0.75±0.01b | 6.29±0.11b | 41.73±2.38a |
| AB25 | 0.75±0.01b | 6.27±0.42b | 38.10±2.01a |
| AB50 | 0.79±0.00a | 6.57±0.01a | 30.19±0.92b |
Values are means ± SD (n=3), mean number in the same column bearing different superscript letter are significantly different at p < 0.05
Melting resistant of frozen yoghurt samples expressed as a percentage of melted frozen yoghurt during 60 minutes at intervals of 15 minutes is recorded in Table (6).The recorded data indicated that frozen yoghurt samples without chickpea (Acontrol) lost their shape and melted more quickly than those with chickpea (AB25&AB50). In other words the melting resistance increased significantly as the percentage of whey/ broken chickpea extract increased. A probable cause for this behavior was the impact of fibers and starch of chickpea seeds on the viscosity of the treated frozen yoghurt mixes. These results were in agreement with those reported by. 23 They found that ice creams with the high level of gelatinized malted ragi flour had the highest melting resistance. They attributed that to fibers and starch in ragi flour which may act as stabilizers and thus caused increase in melting resistance of resultant ice cream.
Table 6: Melting resistance of the resultant probiotic frozen yoghurt.*
| Products Melting time (min) | ||||
| 15 30 45 60 | ||||
| Weight loss % at 23oC | ||||
| Acontrol | 14.36±0.96a | 44.03±0.12a | 77.55±1.57a | 98.52 ±1.34a |
| AB25 | 9.75 ±0.31b | 41.96 ±1.16a | 74.59 ±0.72b | 96.18 ±1.87a |
| AB50 | 7.61 ±0.54c | 30.55 ±1.52b | 59.81±0.91c | 81.98 ±1.53b |
Values are means ± SD (n=3), mean number in the same column bearing different superscript letter are significantly different at p < 0.05
The functional evaluation
Chemical composition of the resultant probiotic frozen yoghurt
Total solids and fat contents of all frozen yoghurt were within the limited levels of the standards given by12 as shown in Table (7).With increased levels of replacement of fresh skim milk and skim milk powder with chickpea ingredients the protein and ash contents of the resulting frozen yoghurt significantly decreased, while the total carbohydrates content significantly increased as compared to Acontrol frozen yoghurt which may be attributed to the high lactose content of whey/chickpea extract.
Table 7: Chemical composition of the selected probiotic frozen yoghurt*
| Frozen Yoghurts | Constituents (%) | ||||
| Total solids | Fat | Protein* | Ash | Carbohydrates | |
| Acontrol | 35.41± 0.10 a | 8.16 ± 0.10 a | 4.12 ± 0.12 a | 1.12 ±0.03a | 22.01± 0 .13b |
| AB25 | 35.43±0.02 a | 8.00 ± 0.02 b | 4.08 ±0.10 a | 0.93± 0.06b | 22.38 ± 0.14b |
| AB50 | 35.45± 0.02 a | 8.13 ± 0.01 a | 3.41 ± 0.29 b | 0.85 ±0.02c | 23.05 ± 0.34a |
* Total protein of Acontrol = TN х 6.38, AB25 = TN х 6.35, AB50 = TN х 6.32
Values are means ± SD (n=3), mean number in the same column bearing different superscript letter are significantly different at p < 0.05
Nutritionally
The nutritive value of one serving (100 g) of frozen yoghurt samples (Acontrol, AB25 and AB50) was estimated. The chemical composition, dietary fibers, minerals (Ca, P, K, Fe, Zn and Na) and vitamins (C, B3, B2, A, E and B9 ) of the of the different samples were determined. Data obtained (Figure 4) showed that AB25– and AB50– frozen yoghurt samples had chemical composition approximately similar to that of Acontrol, but contained nutrients not found in Acontrol such as dietary fibers and iron and contained higher content of zinc (0.94 and 1.00 versus 0.88 mg) and low content of sodium (102.58 and 85.92 versus 119.21 mg ), vitamin B3 (0.20 and 0.22 versus 0.19 mg), vitamin B9 (19.65 and 28.62 versus10.66 mg) and vitamin E (0.05 and 0.09 versus 0.04 mg).
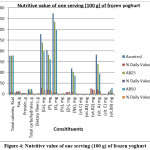 |
Figure 4: Nutritive value of one serving (100 g) of frozen yoghurt Click here to View figure |
Nutritive values of frozen yoghurts protein
Essential and non-Essential amino acids (EAA) of frozen yoghurt samples (Acontrol-,AB25 and AB50) were also determined Figure 5, 6. The percentage of all amino acids slightly decreased as the percentage of whey/chickpea extract increased in the mixture, but remained within the established limits approved by26 for yoghurt.The branched chain amino acids BCAAS (isoleucine, leucine and valine) percentage for all amino acids was 46.63 for Acontrol ,46.70 for AB25– and 46.85% for AB50-. BCAAS are important for muscle protein synthesis and have a positive effect on mental state 10.Also, a high fisher ratio was noticed in all frozen yoghurt samples (Acontrol = 2.26, AB25 = 2.36 and AB50 = 2.39). Fisher ratio is important for maintenance of hepatic function reserve and prevention of progression to liver failure28
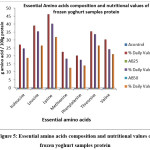 |
Figure 5: Essential amino acids composition and nutritional values of frozen yoghurt samples protein Click here to View figure |
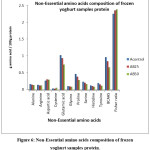 |
Figure 6: Non-Essential amino acids composition of frozen yoghurt samples protein. Click here to View figure |
Microbiologically
There was no significant difference between the viable counts of ABT culture strains in all fresh frozen yoghurt samples but they were reduced in Acontrol sample at the end of the storage period compared to AB25– and AB50– samples but still within the limits recommended by 29for the probiotic products (Table 8).
Table 8: Changes in the number of viable count of ABT culture strains during the storage period at -23 ° C for 21 days
| Treatments* | Viable count | Storage period | |
| (log cfu/g) | Zero time | End time | |
| Acontrol | Lactobacillus acidophilus Bifidobacterium bifidum Streptococcus thermophilus |
8.35±0.60a 8.20±0.45a 8.21±0.35a |
7.50±0.53b 7.20±0.72b 7.40±0.75b |
| AB25 | Lactobacillus acidophilus Bifidobacterium bifidum streptococcus thermophilus |
8.40±0.42a 8.25±0.60a 8.30±0.65a |
8.20±0.62a 7.65±0.72b 7.80±0.65a |
| AB50 | Lactobacillus acidophilus Bifidobacterium bifidum streptococcus thermophilus |
8.30±0.38a 8.10±0.58a 8.25±0.71a |
8.10±0.55a 7.80±0.72a 7.90±0.70a |
* See Table 1
Values are means ± SD (n=3), mean number in the same column bearing different superscript letter are significantly different at p < 0.05
Conclusion
From the above, it could be concluded that using mixture of whey as dairy by product and broken chickpea as non-dairy by product in the manufacture of probiotic frozen yoghurt was succeed. The resulting frozen yoghurt can be successfully used commercially to deliver probiotic bacteria such as Lactobacillus acidophilus and Bifidobacterium bifidum to consumers from different age groups.
Acknowledgment
A lot of thanks to my young colleague Dr. Fouad M F Elshaghabee lecturer in Dairy Science Department, Faculty of Agriculture, Cairo University, Egypt for his kindly help through preparation the microbiological experiment, providing us with the ABT culture and enumeration the probiotic microorganisms.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Conflict of Interest
The authors do not have any conflict of interest.
References
- Shoveller, A.K., Stoll, B., Ball, R.O., Burrin, D.G. Nutritional and functional importance of intestinal sulphur acid metabolism. J. Nutr. 2005; 135: 1609-1612.
- De Wit, J.N. Nutritional and functional characteristics of whey proteins in food products. J. Dairy Sci. 1998; 81: 597- 608.
- Thavarajah, P. Evaluation of chickpea (Cicerarietinum L.) micronutrient composition: Biofortification opportunities to combat global micronutrient malnutrition. Food Res. Inter. 2012; 49: 99-104.
- Tosh, S. M. and Yada, S. Dietary fibres in pulse seeds and
- fractions: Characterization, functional attributes, and applications. Food Res. Inter. 2010; 43:450 – 460.
- Gibson, G.R., Scott, K.P., Rastall, R.A., Tuohy, K.M., Hotchkiss, A., Dubert-Ferrandon, A., Gareau, M., Murphy, E.F., Saulnier, D., Loh, G. Dietary prebiotics: current status and new definition. Food Sci Technol Bull Funct Foods 2010; 7:1-19.
- Gibson, G.R., Hutkins, R., Sanders, M.E., Prescott, S.L., Reimer, R.A., Salminen, S.J., Scott, K., Stanton, C., Swanson, K.S., Cani, P.D., Verbeke, K., Reid,G. Expert consensus document: The International Scientific Association for Probiotics and Prebiotics (ISAPP) consensus statement on the definition and scope of prebiotics.Nat Rev Gastroenterol Hepatol. 2017; Aug;14(8):491-502.
- Martinez-Villaluenga, C., Frías, J., Gómez, R. and Vidal-Valverde, C. Influence of addition of raffinose family oligosaccharides on probiotic survival in fermented milk during refrigerated storage. Inter Dairy Jour. 2006 ; 16: 768 – 774.
- Zare, F., Champagne, C., Simpson, B., Orsat, V. and Boye, J. Effect of the addition of pulse ingredients to milk on acid production by probiotic and yoghurt starter cultures. LWT—Food Sci. and Techn. 2012; 45: 155 – 160.
- Bakr, S. A. Nutritional and therapeutical values of chickpea water extract enriched yoghurt made from cow and camel milk. Amer. Jour. of Drug Disc. and Devel. 2013; 3: 47- 59.
- Starkie Sowers, C. N. A Primer On Branched Chain Amino Acids. Huntington College of Health Sciences. 2009; 800-290-4226. www.hchs.edu.
- Wolfe, R. R. Branched-chain amino acids and muscle protein synthesis in humans: myth or reality? Jour. of the Inter. Soci. of Sports Nutr. 2017; 14:30.
- Egyptian standards 1185-1 (2005). Egyptian Organization for Standardization and Quality, ARE.
- Samona, A. and Robison, R.K. Enumeration of Bifidobacteria in dairy products. Jour of the Soci of Dairy Tech. 1991; 44: 64 – 66.
- Lee, S.Y., Vedamuthu, E.R., Washam, C.J. and Reinbold B.W. An agar medium for the differential enumeration of yoghurt starter bacteria. Jour. of Milk and Food Tech. 1974; 37: 272- 276.
- Official methods of analysis, Association of official analytical chemist 19th edition, Washington D.C., USA. 2012.
- Marchesim, G., Bianchi, G., Merli, M., Amodio, P., Panella, C., Loguercio, C., Fanelli, F. R. and Abbiati, R. The Italian BCAA study group, nutritional supplementation with branched-chain amino acids in advanced cirrhosis: a double-blind, randomized trial. Gastroenterol., 2003; 124: 1792 – 1801.
- Marshall, R.T., Goff, H.D. and Hartel, W.R. Ice cream (6th). Ed. Kluwer Academic/Plenum Pub., New York, USA. 2003 .
- Segall, K. I. and Goof, H. D. A modified ice cream processing routine that promotes fat destabilization in the absence of added emulsifier. Inter. Dairy Jour. 2002; 12: 1013 – 1018.
- Released. IBM SPSS Statistics for Windows, Version 20.0. Armonk, NY: IBM Corp.(2011).
- Chen, X., Singh, M., Bhargava, K. and Ramanathan, R. Yoghurt fortification with chickpea (Cicerarietinum) flour: Physicochemical and Sensory Effects. J. Am. Oil Chem. Soc. 2018; 95: 1041 – 1048.
- Solak, B. and Akin, N. Health Benefits of Whey Protein: A Review. Jour. of Food Sci. and Eng. 2012; 2: 129 – 137.
- Soukoulis, C., Lebesi, D. and Tzia, C. Enrichment of ice cream with dietary fiber: Effects on rheological properties, ice crystallisation and glass transition phenomena. Food Chem. 2009; 115: 665 – 671.
- Patel, I. J., Dharaiya, C. N. and Pinto, S. V. Development of technology for manufacture of ragi ice cream. Jour. of Food Sci. & Tech. 2015; 52: 4015 – 4028.
- Hwang, J. Y., Shyu, Y. S. and Hsu, C. K. Grape wine lees improves the rheological and adds antioxidant properties to ice cream. Lebe -Wiss & Tech. 2009; 42: 312 – 318.
- Farahat, A.M., El-Batawy, O.I. and Gadalla, E.G. Preparation of functional ice cream fortified with date pulp. Egyp J. Dairy Sci. 2011; 39: 285 – 291.
- El-Samahy S.K., Gaballah, A.A., Embaby, H.E., Hamed, Y.S., and Khalil R.A.M. Producing novel low fat ice cream using substantial amounts of Cactus fruit (opuntiadillenii) pulp. Egyptian J. Dairy Sci., 2015 ; 43: 91 – 104.
- National Research Council. Food and nutrition Board, Recommended Dietary Allowances. Eight edition revised Pub:2216. Washington, D,C: National Academy of science / National Research Council, 1974.
- Ishikawa, T., Imai, M., Ko, M., Sato, H., Nozawa, Y. and Sano, T. Efficacy of Branched-Chain Amino Acid Supplementation in the Nutritional Strategy for Patients with Liver Cirrhosis. Int J Nutr Sci. 2016; 1(3): 1013.
- FDA. food Taking Guide: Appendix B: Additional Requirements for Nutrient Content Claims. 2008. http:11 WWW.cfsan.Fda.gov/s/.dm/21g –xb.html Accessed Mar, 2011.

This work is licensed under a Creative Commons Attribution 4.0 International License.