Introduction
Malnutrition, a pressing issue in Indonesia, is often caused by a lack of consumption of nutritious food and prolonged illness. This study on the optimal fermentation time for Jack bean tempeh could significantly address this problem.1 Good food for the human body is food that has balanced nutrients. Notably, protein is one of the nutrients the body needs and has a vital role. One of the essential benefits of protein consumption for the body is growth and development.2 In particular, protein sources are usually obtained from various foods derived from animal and vegetable origin. Animal protein sources include meat, fish, chicken, eggs, and milk. At the same time, vegetable protein sources are obtained from tofu, tempeh, and beans. As such, vegetable protein can be discovered, especially in beans. Beans contain high protein, are readily available, and are relatively cheap. The most common bean type usually processed into protein-based food products is soybean.
Soybeans have a relatively high protein content. Based on their dry weight, soybeans contain about 40% protein. Hence, this bean has often been processed into several protein-source products such as soy milk, tempeh, and tofu, to name a few.3 However, not all countries can cultivate soybeans due to climate and soil problems. Thus, some import them. Notably, Indonesia is one of the countries that imports many soybeans from the United States. Accordingly, 80% of the imported soybeans are used to make tempeh and tofu. The import of soybeans from the United States can cause the price of tempeh to be unstable due to the influence of the dollar exchange rate.4 Therefore, it is necessary to implement several policies, such as food diversification of tempeh products by optimizing the potential of beans widely cultivated in Indonesia. One of the potential alternative types of beans is Jack bean (Canavalia ensiformis). Jack bean is one of the local legumes that is widely cultivated in Indonesia. This type of bean has been cultivated in 9 provinces in Indonesia, namely Lampung, South Sumatra, West Nusa Tenggara, Banten, West Java, Central Java, East Java, Yogyakarta, and North Sumatra.5 The protein content in this bean is also close to that in soybeans. Hence, this type has the potential to be an alternative raw material in making tempeh to replace soybeans. The crude protein content in Jack bean is 29.71%, with almost soybean protein.6
The duration of fermentation in making tempeh significantly affects the pH value, water content, protein content, protease activity, and degree of hydrolysis in the tempeh. Fermentation processing of Jack beans by making them into tempeh products can increase the protein content of beans. Remarkably, the fermentation process in Jack bean can increase the nutritional value of the fermented product to higher than the original material since microorganisms convert the complex components into amino acids. Hence, the pH value of the tempeh plays a significant role in determining the acidity and flavor of tempeh, and the water content impacts the texture and long-life tempeh.7 Protein content is an essential nutritional benefit, making tempeh a valuable food source. In addition, protein content impacts the degree of hydrolysis, which measures the proteins broken down and improves digestion and absorption of nutrients.
During the processing of tempeh, fermentation is conducted between the substrate and the inoculum. Usually, the inoculum is a mold microorganism, especially the Rhizopus oligosporus species contained in the mold used in making tempeh. The mold used in making tempeh in Indonesia is RAPRIMA®.8 Note that the ability of R. oligosporus to produce protease, amylase, and lipase will affect the nutrient content of the ingredients used and increase digestibility. In addition, the length of the fermentation process by R. oligosporus will impact the ingredient’s anti-nutrient content.9 During fermentation, the R. oligosporus mold produces protease enzymes, which break down the protein in the beans into fragments readily soluble in water that the body absorbs quickly.10
Research on the optimal fermentation time of Jack bean tempeh is necessary since no research with related themes has been conducted previously. This research is fundamental as obtaining the right temperature for fermentation time according to the parameters observed is essential. Accordingly, the study investigated the effects of varying tempeh fermentation durations on pH value, moisture content, protein content, protease enzyme activity, and the extent of hydrolysis.
Materials and Methods
Materials
The materials are Jack bean (Canavalia ensiformis) obtained from Semarang City, Agromulyo District, Salatiga, Central Java Province. RAPRIMA® mold containing R. oligosporus.8 Distilled water, HCl, NaOH, Kjeldahl tablets, phosphate buffer, casein, tyrosine, Na2CO3, Folin, and TCA-Ciocalteu are other materials used in this research.
Methods
Preparation of Jack bean Tempeh
The Jack bean tempeh refers to previous research.11 First, the Jack bean was sorted, weighed as much as 400 g, and washed thoroughly using running water to be free from contaminants. Next, the clean beans were boiled for 30 minutes and soaked for 24 hours. Soaking the beans is expected to reduce or eliminate the Hydrogen cyanide (HCN) compound determined in the beans. Then, the beans are peeled, chopped, and washed again using running water. Subsequently, the beans are steamed for 45 minutes. Afterward, the beans are inoculated using RAPRIMA® mold as much as 1% (w/w); the inoculation process is conducted at 37°C. The next stage is packaging. Jack beans inoculated using mold are wrapped using ziplock Plastic Polypropylene (PP) that has been perforated. The last stage after packaging is incubation. Jack beans wrapped in PP plastic are then incubated at 26°C for 12, 24, 36, 48, 60, and 72 hours.
Analysis of pH value, Water Content, and Protein Content
At first, the tempeh was measured to weigh 5 g. Afterward, 45 cc of distilled water was added and thoroughly mixed. Subsequently, the pH level was ascertained utilizing a pH meter10. The water content analysis was performed using the gravimetric method, following the Association of Official Agricultural Chemists (AOAC) water content analysis method established in 2005. The protein content was determined using the Kjeldahl method, specifically following the AOAC 2005 protocol for protein analysis.12
Preparation of Jack bean Tempeh Flour
First, the tempeh is sliced into 0.5 cm thick pieces and dried in a blower oven for 24 hours at 50°C. Next, the dehydrated tempeh is pulverized using a grinder to maximize the size of the particles (0.18 mm). The ground tempeh is subsequently passed through an 80-mesh sieve to achieve uniformity in particle size.13
Extraction of Protease Enzyme of Jack bean Tempeh
Extracting protease in Jack bean tempeh refers to previous research that has been modified.10,14 Initially, 5 g of Jack bean tempeh flour was measured, followed by adding 25 ml of phosphate buffer solution with a pH of 7. Subsequently, the two components were blended using a stirrer at 4°C for 30 minutes. Note that the solution underwent centrifugation at 3,500 revolutions per minute for 10 minutes, followed by filtration. The supernatant refers to the solution of protease enzymes derived from Jack bean tempeh.
Analysis of Protease Enzyme Activity
The analysis commenced by adding 1 ml of a 2% casein solution, followed by 1 ml of a 0.01 M borate buffer solution and concluded by adding 2 ml of a 0.05 M HCL to the sample. Therefore, the solution was incubated at 40°C for 10 minutes. The solution was left undisturbed for 10 minutes, and 2 ml of TCA reagent was introduced. Next, the solution was transferred to a 1 ml microtube and centrifuged at 3,500 rpm at a temperature of 4°C. Subsequently, 0.1 ml of the residue was extracted and combined with 0.9 ml of distilled water, 5 ml sodium carbonate, and 1 ml of folin reagent. The solution was subsequently incubated for 20 minutes in a chamber devoid of light. The prepared solution was transferred to a cuvette, and the absorbance was determined using a spectrophotometer (100 DA-X, China) with a 680 nm wavelength.10
Preparation of Jack Bean Tempeh Protein Isolate
Initially, a mixture of Jack bean tempeh flour and distilled water was prepared in a proportion of 1:10 (weight/volume). The mixture was then dissolved by swirling it with a hot plate stirrer. The initial pH value was measured once the Jack bean tempeh flour was disbanded. Then, the extraction process was initiated by adding 1 N NaOH until the protein solubility reached its optimal pH level of 10. The extraction process was conducted for 30 minutes. Subsequently, the solution underwent centrifugation at 4,000 rpm for 15 minutes. Subsequently, the supernatant obtained from centrifugation was collected, and protein extraction was performed by pH adjustment. The solution was titrated with 2 N HCL until it achieved a pH of 4.2. Subsequently, agitation was conducted for 10 minutes. Following the previous step, the solution underwent centrifugation at 4,000 rpm for 15 minutes to separate the protein precipitate from the supernatant. The protein isolate precipitate was isolated from the supernatant remaining after centrifugation (Thermo Fisher, United States). The protein isolate was dehydrated using a freeze drier at -50°C for 48 hours.11
Degree of Hydrolysis Analysis
The soluble nitrogen in aqueous trichloroacetic acid (SN-TCA) method was employed to calculate the degree of hydrolysis in Jack bean tempeh. Accordingly, 20 ml of protein hydrolysate was measured and combined with 20 ml of a 10% (by volume) TCA solution. The mixture was left undisturbed for 30 minutes until precipitation occurred. Subsequently, the solution underwent centrifugation at 4,500 rpm for 15 minutes.15,16 Correspondingly, the supernatant was collected and subjected to nitrogen level analysis using the Kjeldahl method.
Amino Acid Analysis
The amino acids are extracted by homogenizing 1 g of the sample in a suitable solvent and centrifuging it. The extracted amino acids are contained in the supernatant. Consequently, the mixture was incubated at ambient temperature for the designated duration after adding a derivatizing agent, such as o-phthalaldehyde (OPA) for primary amino acids or 9-fluorenyl methyl chloroformate (FMOC) for secondary amino acids. To separate amino acids, employ a reverse-phase C18 column in the High-performance liquid chromatography (HPLC) column.17
Data Analysis
The effects of fermentation duration on the pH value, water content, protein content, protease enzyme activity, and degree of hydrolysis in tempeh were evaluated using Statistical Package for Social Sciences (SPSS) 25 for statistical analysis. The Duncan Multiple Range Test (DMRT) was utilized to ascertain substantial disparities between means with a confidence level of 95%. Moreover, the findings demonstrated statistically significant disparities among the measured parameter’s different fermentation durations. This implies that the length of fermentation greatly influences the nutritional characteristics of tempeh.
Results and Discussion
Chemical Characteristic Analysis of Jack Bean Tempeh
Jack bean tempeh, a fermented food product, has garnered interest in its nutritional advantages. Understanding its chemical properties, such as pH, moisture, and protein, is crucial for assessing its quality, safety, and nutritional product. The analysis of pH, moisture, and protein of Jack bean tempeh can be observed in Figure 1.
pH Value of Jack Bean Tempeh
The pH level of tempeh products plays a crucial role in regulating the growth of microorganisms during the fermentation process. It mainly helps control the growth of harmful pathogens and organisms that can spoil food. Therefore, monitoring and maintaining the pH value is an essential factor to consider during tempeh fermentation.18
The provided research data indicates a drop in the pH value (Figure 1a) of Jack bean tempeh as the fermentation duration increased from 12 hours to 24 hours. The reduction in pH value results from the heightened activity of Lactic Acid Bacteria (LAB), which generate acid throughout the 24-hour tempeh fermentation process. According to their research, the growth of LAB and R. oligosporus mold in tempeh leads to lactic acid production during fermentation. This, in turn, causes the pH value of tempeh to become more acidic.10
The pH value increased as the fermentation time progressed from 24 hours to 36 hours to 72 hours. Notably, the pH value can rise due to the proliferation of molds that secrete protease enzymes during fermentation. The protease enzyme secreted by the mold will break down the protein in Jack bean, increasing pH. The rise in pH during the fermentation of Koro benguk tempeh is caused by the protease activity of molds that break down the protein in Koro benguk seeds.10 Furthermore, the elevation in pH level observed during the fermentation of Jack bean tempeh can be attributed to the mold’s enzymatic breakdown of proteins. The increase in pH value can be attributed to ammonia production during fermentation, which results from protein metabolism by molds. Furthermore, the synthesis of ammonia significantly contributes to the alkalinization process in the fermentation phase of tempeh, and this ammonia also induces the aging of tempeh.19
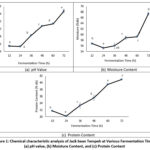 |
Figure 1: Chemical characteristic analysis of Jack bean Tempeh at Various Fermentation Times (a) pH value, (b) Moisture Content, and (c) Protein Content |
Moisture Content of Jack Bean Tempeh
Moisture content is a fundamental element of ingredients, particularly in tempeh products. The water content of tempeh can impact its visual, gustatory, and textural qualities. The Indonesian National Standard (SNI) for tempeh, specifically No. 01-3144-2009, has set a maximum water content of 65% db.20
The analyzed tempeh’s moisture content (Figure 1b) is within the quality standards specified in the SNI for tempeh No. 01-31144-2009, which sets a maximum limit of 65% db. However, the tempeh fermented for 72 hours does not meet the quality requirements as it exceeds the maximum water content limit. Moreover, the provided research data indicates a decrease in the water content of Jack bean tempeh as the fermentation duration increased from 12 hours to 24 hours. As such, the reduction in moisture content in Jack bean tempeh can be attributed to the disturbance of mold metabolism during fermentation.
The moisture content increased as the fermentation time progressed from 24 hours to 36 hours to 72 hours. Note that the rise in moisture level can be attributed to metabolic processes in the mold that generate the water vapor and impact the water content of tempeh. The rise in moisture content in tempeh results from the mold’s metabolic activity during growth.21 During the metabolic process, the mold excretes water and generates heat, forming water vapor. The water vapor trapped by the packing will condense and be absorbed by the tempeh, increasing its water content. Thus, the water content of tempeh often increases as the fermentation duration increases.
Protein Content of Jack Bean Tempeh
The analysis of protein content in Jack bean tempeh is calculated based on dry basis weight (%db). It aims to determine the protein content of tempeh after it is dried using an oven. The provided research data indicates a reduction in the dry base protein content (%db) of Jack bean tempeh (Figure 1c) as the fermentation period increased from 12 hours to 24 hours. Notably, the protein content of Jack bean tempeh decreased from 12 to 24 hours of fermentation time. The reduction in protein concentration can be attributed to the mold’s utilization of protein as a source of energy or nitrogen during its growth, which occurs throughout the fermentation process.22 This assertion aligns with this study since tempeh exhibited visible mold growth after 24 hours of fermentation.
The protein concentration increased as the fermentation duration progressed from 24 hours to 36 hours to 72 hours. Protein levels can rise due to protein breakdown in tempeh, which is facilitated by enzymes. The tempeh fermentation process involves enzymatic hydrolysis, where enzymes break down the protein in tempeh into smaller peptide pieces, increasing its protein concentration.23 Furthermore, the rise in protein content on a dry basis may be attributed to the reduction in water content, resulting in a higher measured protein content. The Kjeldahl method quantifies the overall nitrogen content in a given sample, typically employed for approximating the crude protein content. Here, proteins undergo degradation into smaller peptides and amino acids during fermentation. Therefore, as the size of these individual components grows, the overall nitrogen content, and consequently the measured crude protein, may remain constant or even slightly rise due to the decomposition of larger proteins. The protein content of food is affected by the water content of the ingredients. When water content is lost, the measured protein content in the food ingredients seems more significant. Note that protein levels generally rise as fermentation time in tempeh increases.24
Analysis Pattern of Enzyme Change During Fermentation
Protease Activity in Jack Bean Tempeh
Protease activity is the ability of an enzyme to hydrolyze a substrate to ensure a break in the polypeptide chains in the substrate. The substrate will break down into peptides and amino acids.25 Casein is the substrate used to analyze protease activity in Jack bean tempeh. One unit of protease activity is defined as the amount of enzyme that releases one µmol of tyrosine per minute under the test conditions.10 Protease activity in Jack bean tempeh can be observed in Figure 2.
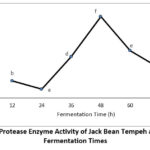 |
Figure 2: Protease Enzyme Activity of Jack Bean Tempeh at Various Fermentation Times |
The provided research data indicates a decrease in protease enzyme activity in Jack bean tempeh as the fermentation duration increased from 12 to 24 hours. However, the decline in protease activity observed from 12 to 24 hours of fermentation may be attributed to the R. oligosporus mold in tempeh undergoing an initial adjustment phase to its new growth, resulting in unstable growth.
The fermentation period has been increased from 24 hours to 36 hours to 48 hours. The rise in protease activity can be attributed to the R. oligosporus mold in tempeh being in the logarithmic phase, characterized by rapid development. Protease activity in materials is generated during cell growth.25 Notably, it reaches its highest level just before the stationary phase or after the logarithmic phase.
The fermentation time has been reduced from 48 to 60-72 hours. The decline in protease activity may be attributed to the R. oligosporus mold in tempeh being in the dying phase. The death phase of this mold begins when the mortality rate surpasses the growth rate. According to the results provided, it is evident that the protease enzyme activity of Jack bean tempeh in this study achieved its maximum level after 48 hours of fermentation.
Hydrolysis Degree of Jack Bean Tempeh
The degree of hydrolysis can express the percentage of peptide bonds in tempeh released due to the hydrolysis process. The analysis of determining the degree of hydrolysis aims to describe the indicators of a hydrolysis process. During the hydrolysis process, the protein molecules in tempeh catalyzed by proteolytic enzymes will experience the breaking of peptide bonds.26 Degrees of hydrolysis in Jack bean tempeh can be observed in Figure 3.
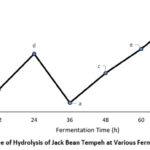 |
Figure 3: Degree of Hydrolysis of Jack Bean Tempeh at Various Fermentation Times |
The research data above indicates that the degree of hydrolysis at the beginning of the 12-hour fermentation time to the 24-hour fermentation time has increased, although the increase is only slight. A slight increase in the degree of hydrolysis can occur due to the new tempeh undergoing the initial fermentation process. The fungal mycelium from the mold used in making tempeh only appeared after 24 hours of fermentation. The mycelium looks like fine cotton fibers and wraps the surface of the Jack Beans seeds.10
The decrease in the degree of hydrolysis that occurred from the 24-hour fermentation time to the 36-hour fermentation time was thought to occur due to the protein in the tempeh of Jack bean in the fermentation period being used by the mold as a nutrient source during its growth period. The statement aligns with this study as it observes that during the fermentation period of 24 to 36 hours, the mold’s visible physical growth in tempeh indicates its active status. Furthermore, the proteases active during the later stages of fermentation might have different substrate specificities, and the supply of protein substrates may be depleted.
The subsequent fermentation period, specifically from 36 hours to 72 hours, augments the degree of hydrolysis. The higher degree of hydrolysis in tempeh Jack is attributed to its protein content, which is readily hydrolyzed by the protease enzymes produced by the mold in tempeh, breaking down the peptide bonds. Longer fermentation times in tempeh leads to increased protein hydrolysis by mold. This results in higher levels of short-chain peptides in tempeh, which in turn impacts the degree of hydrolysis.26 In addition, an elevation in the extent of hydrolysis can also be attributed to a rise in the concentration of peptides and amino acids that are dissolved in TCA as a consequence of the protein hydrolysis process, which cleaves peptide bonds in the substance.27
Amino Acid of Jack Beans and Jack Beans Tempeh
Protein is an essential nutrient that plays a vital role in the growth and maintenance of the body. Jack beans are rich in protein. However, the protein contained in these beans is still integral. Thus, it is difficult for the body to digest. Therefore, these proteins need to be hydrolyzed into peptides and amino acids that are more easily absorbed by the body; one of the processes is the production of tempe. Moreover, the rate of hydrolysis of proteins from the tempeh of Jack beans and the result can eventually be influenced by various factors, including the process and time of soaking, the temperature and the time of redemption, and the duration and conditions of fermentation.28,29 The fermentation process is essential in improving the quality of the temple protein, the amino acid content, and the indication of oligopeptide/bioactive peptide formation. Protein is hydrolyzed into amino acids by digestive enzymes, such as proteases, to enhance protein digestibility. The 48-hour fermentation is optimal based on protein content, protease activity, and degree of hydrolysis. Table 1 summarizes the results of the analysis of amino acids in Jack beans and the 48-hour fermentation of Jack beans tempeh.
Table 1: Amino Acid of Jack beans and Jack beans Tempeh 48 hours fermentation
|
Amino Acid |
Jack Beans
(mg/kg) |
Jack Beans Tempeh
(mg/kg) 48 h |
|
|
Essential |
L-Histidine |
9.56 | 8.98 |
| L-Isoleucine | 11.51 |
10.76 |
|
|
L-Leucine |
21.22 | 19.75 | |
| L-Lysine | 12.11 |
10.91 |
|
|
L-Methionine |
0.00 |
4.18 |
|
|
L-Phenilalanin |
15.80 | 14.01 | |
| L-Threonine | 14.22 |
13.06 |
|
|
L-Tryptophan |
2.33 |
3.41 |
|
| L-Valine | 13.08 |
12.46 |
|
|
Non-Essential |
L-Serine |
17.10 | 12.86 |
| L-glutamate acid | 24.86 |
23.32 |
|
|
L-Alanine |
10.16 | 15.34 | |
| L-Arginine | 16.10 |
10.81 |
|
|
Glisine |
12.68 | 10.84 | |
| L-Aspartat acid | 20.73 |
18.04 |
|
|
L-Tirosine |
8.60 | 8.47 | |
| L-Proline | 10.04 |
8.51 |
|
|
L-Cystine |
0.00 |
5.66 |
|
Table 1 provides significant differences in the composition of amino acids before and after the fermentation process, such as L-methionine, L-tryptophan, and L-cystine. These increases can be attributed to the enzymatic activity of the mold R. oligosporus used during fermentation, breaking down complex protein structures into more straightforward, more digestible forms. The enzymatic breakdown is crucial since it enhances the accessibility of protein and elevates the number of amino acids essential for human well-being. During 48-120 hours of fermentation, there is a decrease in the enzyme activity, leading to a reduction in the protein levels in the tempeh. Additionally, tryptophan is an essential amino acid the body needs to build proteins. It is vital for repairing and growing tissues and producing critical enzymes and hormones. Methionine is an essential amino acid used to make proteins and is necessary for detoxifying the liver. Amino acids changed and formed during fermentation due to increased amounts of free amino acid.30 At 0 and 48 hours of fermentation, the amino acid lysine was 73.2 mg/100g and 101.4 mg/100 g, and the formation of valine at 48 hours for 44 mg/100g.31
Conclusion
The fermentation process of Jack bean is significant in terms of chemical characteristics and enzyme changes. From 12 hours to 24 hours of fermentation, the pH value, moisture content, and protein content of Jack bean tempeh decrease. Subsequently, from 24 hours to 72 hours of fermentation, these values increase. Meanwhile, protease activity decreased from 12 hours to 24 hours of fermentation time, followed by an increase from 24 to 48 hours, which was the optimal point. Moreover, there was a decrease from 48 to 72 hours of fermentation time. The degree of hydrolysis increased from 12 hours to 24 hours of fermentation time, followed by a reduction from 24 hours to 36 hours of fermentation time and a subsequent increase from 36 hours to 72 hours of fermentation time. In particular, the optimal fermentation time for Jack bean tempeh is 48 hours since the best characteristic chemical and enzyme change with enhanced L-methionine, L-Tryptophan, and L-Cystine amino acids. Note that the amino acids significantly impact nutritional well-being, particularly in promoting bodily growth.
Acknowledgement
The authors would like to extend their gratitude to the Rector of Universitas Padjadjaran and the Ministry of Education, Culture, Research, and Technology for their support of this research scheme.
Funding Sources
The research was funded by the Research Grant Scheme of Universitas Padjadjaran, Indonesia.
Conflict of Interest
The authors declare that they have no conflicts of interest related to this research.
Data availability Statement
The data can be obtained from the authors upon a reasonable by request.
Ethics Statement
The present study was performed exclusively as a purely observational and experimental, laboratory-based research, and as such, there was no involvement of human subjects in any clinical procedures, trials or interventions.
Informed Consent Statement
In this study, since participants were not involved, consent was not mandatory.
Clinical Trial Registration
This research does not involve any clinical trials.
Author Contributions
Vira Putri Yarlina: Took charge of data curation, the development of research concepts, the design of methodologies, and the writing of manuscripts.
Zaida: Played a significant role in data curation, developing research concepts, designing methodology, and writing the manuscript.
Siti Nurhasanah: Concentrated on data curation and engaged in review and editing collaborations.
Mohd Nizam Lani: Played a significant role in the development of the research concept, as well as in the review and editing process and the visualization of data.
Fakhira Nabilah: Authored the manuscript, participated in the review and editing process, and played a role in data visualization. The authors worked collaboratively on the review and editing process, ensuring the final version received approval for publication.
References
- Manary M., Callaghan M., Singh L., Briend A. Protein Quality and Growth in Malnourished Children. Food Nutr Bull. 2016;37(Supplement 1):S29-S36. doi:10.1177/0379572116629023.
CrossRef - Brown L.D., Green A.S., Limesand S.W., Rozance P.J. Maternal amino acid supplementation for intrauterine growth restriction. Front Biosci – Sch. 2011;3 S(2):428-444. doi:10.2741/s162
CrossRef - Klupšaitė D., Juodeikienė G. Legume: composition, protein extraction and functional properties. A review. Chem Technol. 2015;66(1):5-12. doi:10.5755/j01.ct.66.1.12355
CrossRef - Lestari O.A., Mayasari E. Nutritional Potential of Corn-Based Tempeh. J Ilm Teknosains. 2016;2(2):112-116. doi:10.26877/jitek.v2i2/nov.1202
CrossRef - Djaafar T., Cahyaningrum N., Marwati T. The potential of local beans as raw materials for tempeh and their chemical characteristics. Res Fair Unisri. 2019;3(1):671-676.
- Yarlina V.P., Djali M., Andoyo R., Lani M.N., Rifqi M. Effect of Soaking and Proteolytic Microorganisms Growth on the Protein and Amino Acid Content of Jack Bean Tempeh (Canavalia ensiformis). Processes. 2023;11(4). doi:10.3390/pr11041161
CrossRef - Andriati N., Anggrahini S., Setyaningsih W., Sofiana I., Pusparasi D.A., Mossberg F. Physicochemical characterization of jack bean (Canavalia ensiformis) tempeh. Food Res. 2018;2(5):481-485. doi:10.26656/fr.2017.2(5).300
CrossRef - Yarlina V.P., Nabilah F., Djali M., Andoyo R., Lani M.N. Mold characterization in “RAPRIMA” tempeh yeast from LIPI and over-fermented Koro Pedang (Jack Beans) tempeh. Food Res. 2023;7:125-132. doi:10.26656/fr.2017.7(S1).27
CrossRef - Benabda O., M’Hir S., Kasmi M., Mnif W., Hamdi M. Optimization of Protease and Amylase Production by Rhizopus oryzae Cultivated on Bread Waste Using Solid-State Fermentation. J Chem. 2019;2019. doi:10.1155/2019/3738181
CrossRef - Rahayu N.A., Cahyanto M.N., Indrati R. Pattern of Protein Changes in Koro Benguk (Mucuna pruriens) During Tempe Fermentation Using Raprima Inoculum. agriTECH. 2019;39(2):128. doi:10.22146/agritech.41736
CrossRef - Yarlina V.P., Diva A., Zaida., Andoyo R., Djali M., Lani M.N. Ratio Variation of Maltodextrin and Gum Arabic as Encapsulant on White Jack Bean Tempe Protein Concentrate. Curr Res Nutr Food Sci. 2023;11(3):1087-1096. doi:10.12944/CRNFSJ.11.3.14
CrossRef - AOAC. Official Method of Analysis. Arlingt AOAC Int. Published online 2005.
- Yarlina V.P., Azzahra R.T., Zaida., Djali M., Andoyo R., Sumanty D.M., Lani M.N . Characteristics of jack bean tempeh hydrolysate protein as a function of spray drying temperature: effect of maltodextrin and gum arabic. Int J Food Prop. 2024;27(1):214-223. doi:10.1080/10942912.2024.2304289
CrossRef - Elegado F., Fujio Y. Growth of Rhizopus Strains on Soybean and Their Protease Formation. J Fac Agric Kyushu Univ. Published online 1993.
CrossRef - Hariyati H., Mahendradatta M., Tawali A.B., Langkong J. Enzymatic hydrolysis of proteins from snakehead-fish (Channa striata). IOP Conf Ser Mater Sci Eng. 2020;885(1):1-5. doi:10.1088/1757-899X/885/1/012015
CrossRef - Kumari A., Kaushik N., Slizyte R., Khushboo. Production and Microencapsulation of Protein Hydrolysate of Pink Perch (Nemipterus japonicus) By-Products Obtained from Surimi Industry for Its Sustainable Utilization. Waste and Biomass Valorization. 2022;14(1):209-226. doi:10.1007/s12649-022-01853-3
CrossRef - Gałęzowska G., Ratajczyk J., Wolska L. Determination of amino acids in human biological fluids by high-performance liquid chromatography: critical review. Amino Acids. 2021;53(7):993-1009. doi:10.1007/s00726-021-03002-x
CrossRef - Ridhowati S., Lestari S.D., Rendi M., Rachmawati S.H. Characterization of physicochemical properties and enzymatic digestibility of lotus (Nelumbo nucifera) tempeh through different methods. Food Res. 2023;7(5):42-52. doi:10.26656/fr.2017.7(5).90
CrossRef - Muzdalifah D., Athaillah Z.A., Nugrahani W., Devi A.F. Colour and pH changes of tempe during extended fermentation. AIP Conf Proc. 2017;1803. doi:10.1063/1.4973163
CrossRef - BSN. Tempe : Persembahan Indonesia Untuk Dunia.; 2012. doi:10.1061/9780784481608.002
CrossRef - Damanik R.N.S., Pratiwi D.Y.W., Widyastuti N., Rustanti N., Anjani G., Afifah D.N. Nutritional Composition Changes during Tempeh Gembus Processing. IOP Conf Ser Earth Environ Sci. 2018;116(1). doi:10.1088/1755-1315/116/1/012026
CrossRef - Suhartanti P.D., Handajani S., Nandariyah. Physical characteristics of the seeds of soybean (Glycine max) varieties and the effect of fermentation time on the chemical characteristics of tempeh. Cell Biol Dev. 2019;3(1):13-18. doi:10.13057/cellbioldev/v030103
CrossRef - Khanifah F. Analysis of Total Protein Content in Fermented Tempeh with the Addition of Pineapple Extract (Ananascomosus (L.) Merr ). J Nutr. 2018;20(1):34-37. doi:10.29238/jnutri.v20i1.113
CrossRef - Budiarti I., Swastawati F., Rianingsih L. The Effect of Different Lengths of Soaming in Liquid Smoke on Changes in The Composition of Fatty Acid and Cholesterol of Eels. J Pengolah dan Bioteknol Has Perikan. Published online 2016.
CrossRef - Oktavia Y., Lestari S.D., Lestari S., Herpandi., Jannah M. Optimization of incubation time for protease and amylase production of bacterial isolates from anchovy paste Stolephorus sp. J Ilmu Dan Teknol Kelaut Trop. Published online 2018. doi:https://doi.org/10.29244/jitkt.v10i3.18840
- Laksmiwati A.A.I.A.M., Prastika H.H., Ratnayani K., Puspawati N.M. Use of the Pepsin Enzyme for the Production of Antioxidant Active Pigeon Pea (Cajanus cajan (L.) Millsp.) Protein Hydrolyzate. Indones E-Journal Appl Chem. 2019;7(2):180-188.
- Nurhayati., T. Nurjanah., Sanapi CH. Characterization of Protein Hydrolysates from African Catfish (Clarias gariepinus). J Pengolah Has Perikan Indones. 2013;16(3):207-214.
CrossRef - Nout M.J.R., Kiers J.L. Tempe fermentation, innovation, and functionality: Update into the third millenium. J Appl Microbiol. 2005;98(4):789-805. doi:10.1111/j.1365-2672.2004.02471.x
CrossRef - Radita R., Suwanto A., Kurosawa N., Wahyudi A.T., Rusmana I. Metagenome analysis of tempeh production: Where did the bacterial community in tempeh come from? Malays J Microbiol. 2017;13(4):280-288. http://www.ncbi.nlm.nih.gov/BLAST/
CrossRef - Çabuk B., Nosworthy M.G., Stone A.K., Darren R.K., Takuji T., James D.H., and Michael T.R. Effect of fermentation on the protein digestibility and levels of non-nutritive compounds of pea protein concentrate. Food Technol Biotechnol. 2018;56(2):257-264. doi:10.17113/ftb.56.02.18.5450
CrossRef - Puspitojati E., Cahyanto M.N., Marsono Y., Indrati R. Changes in amino acid composition during fermentation and its effects on the inhibitory activity of angiotensin-I-converting enzyme of jack bean tempe following in vitro gastrointestinal digestion. J Food Nutr Res. 2019;58(4):319-327.

This work is licensed under a Creative Commons Attribution 4.0 International License.