Introduction
The utilization of seaweed is not limited to a source of hydrocolloid compounds, it also produces a unique flavor. Components such as free amino acids, 5′-nucleotides, guanosine-5′-monophosphate (GMP), and inosine-5′-monophosphate (IMP) from seaweed synergize with each other which then produces the umami taste. Seaweed’s umami compounds have aroused the interest of researchers in recent years 1–4. The umami compound was discovered by Kikunae Ikeda over a century ago 5. The free amino acids (L-glutamate and L-aspartate) in seaweed produce a stronger umami flavor than other compounds 6. Several methods can acquire free amino acids, such as acid hydrolysis 7, enzymatic processes 4, and hot water extraction 1. The water extraction method is very applicative, environmentally friendly, and economical, with a shorter hydrolysis time of 8,9.
Some researchers have hydrolyzed umami compounds from various kinds of brown seaweed 1,2,7, but the umami compound of the brown seaweed of Sargassum aquifolium has never been studied. Sargassum aquifolium is a brown macroalga that grows in the low intertidal areas, spread across Southeast Asia, and is the most common form of Sargassum found in Indonesia 10. Brown seaweed generally has alginate content, polysaccharides of this hydrocolloid class will form a gel after the hot water extraction process 11, which causes its usage as umami flavoring less than optimal. Furthermore, umami compounds are also easily degraded during processing that involves heat 12.
The spray drying method of microencapsulation has been shown to improve the heat stability of umami compounds, hence reducing the rate of degradation 13. Maltodextrin (MD) has also been shown to be useful as a coating material in the microencapsulation of umami compounds in several studies 8,13,14. One of the key criteria for the microencapsulation of umami chemicals is the addition of an MD ratio of 15. It can considerably improve product solubility while lowering hygroscopicity 15,16. However, there has never been any research on the microencapsulation of umami chemicals from Sargassum aquifolium. This study aimed to determine the optimal ratio of MD in the process of microencapsulation of umami flavor enhancer from Sargassum aquifolium of Indonesian waters using the spray drying method. As a natural umami taste enhancer, this new product might be a viable option.
Materials and Methods
Raw Materials
The raw materials used in this study are Sargassum aquifolium from the Beach of Garut, West Java, Indonesia, and MD with Dextrose Equivalent (DE) 9-13 (Neo-Maldex). Sargassum aquifolium is cleaned of impurities such as sand, then dried in a drying cabinet (OVG-12, Agrowindo, Indonesia) at 50 °C for 5 h. The dried Sargassum aquifolium was milled (disc mill model AGC-15, Agrowindo, Indonesia) and sieved with a 60 mesh sieve. Then seaweed powder is stored at low temperature (-20 °C) until used.
Extraction of Umami Compounds
Seaweed powder (50 g) soaked in hot water (1000 mL) at 70 °C (± 1 °C) using a magnetic hot plate stirrer (Ika Magnetic Stirrers C-MAG HS7). The stirring speed is adjusted to 180 rpm for 30 minutes. The extract was then filtered using Whatman filter paper no. 41, the filtrate was frozen until used 8,17.
Microencapsulation of Extract Seaweed
MD was added to the seaweed extract according to treatment (10, 20, and 30 % w/v). Each mixture was homogenized separately using a homogenizer (Daihan HG-15D, Daihan Scientific Co., Ltd) at 3000 rpm for 15 minutes. Each emulsion was then dried in a BUCHI Mini Spray Dryer B-190. The drying conditions consist of an inlet air temperature of 120 ± 2 °C, an outlet air temperature of 80 ± 1 °C, and a feed flow rate of 6.0 mL/minute with a pressure of 1.5 bar. The powder obtained is then stored in a metalized vacuum sealer package until used.
L-glutamic acid
L-glutamic content was measured using the L-glutamic acid assay kit from Megazyme (K-Glut, Ireland), which is measured by the increase in absorbance at 492 nm using a spectrophotometer (Shimadzu UV Vis-1601). 0.1 mL of the diluted flavor enhancer sample with 2.0 mL of distilled water, 0.5 mL of solution 1 (35 mL of buffer pH 8.6 plus 0.02% sodium azide w/v), 0.2 mL of solution 2 (nicotinamide-adenine dinucleotide/NAD+ plus iodonitrotetrazolium chloride/INT), and 0.05 mL of suspension 3 (diaphorase). Let stand for 2 minutes, then read the absorbance at 492 nm (A1). Then add 0.05 mL of solution 4 (glutamate dehydrogenase/GIDH), and let stand. Read the absorbances of the solutions at the end of the reaction (approx. 8-10 min) (A2). ΔAL-glutamic acid is obtained after the final values A2-A1.
The concentration of L-glutamic acid can be calculated as follow:

Where:
V = final volume (2.90 mL)
MV = molecular weight of L-glutamic acid (147.13 g/mol)
Ɛ = extinction coefficient of INT-formazan at 492 nm
= 19900 (1 x mol-1 x cm-1)
d = light path (1.0 cm)
v = sample volume (0.1 mL)
Moisture Content and Water Activity (aw)
The moisture content of the microcapsule was determined using a moisture analyzer, Shimadzu, MOC63u (Japan). The aw of the microcapsule was determined using a water activity analyzer, Rotronic, Hygropalm-HP23-Aw-A (Switzerland), at 25 °C.
Color Analysis
Color measurement using the Minolta CR-310 Chromameter (Konica Minolta Business Solutions Asia Pte Ltd) calibrated with a standard white ceramic plate (L* = 94.95; a* = 0.14; b* = 0.27) prior to reading. The hue angle, H° and chroma, C° were calculated by using H° = tan -1 and C° = (a2 + b2)1/2. The hue angle is used to identify colors (red, yellow, green, and blue), whereas chroma distinguishes between bright and dull colors 18.
Hygroscopicity
Each flavor enhancer with known weight was placed in a closed jar separately, the humidity was adjusted using saturated NaCl (Merck) to 75.5 %, stored for 7 days with a controlled temperature of 25 °C. Hygroscopic value (Hg) is expressed in% of water vapor adsorbed by the product which is calculated using the following equation.
Where DX = increase in flavor enhancer mass (g), X = flavor enhancer initial mass (g), and Xi = flavoring water content before exposure to environmental air (% g) 18.
Bulk and Tapped Density
The Bulk Density value is obtained by pouring an amount of powder flavor enhancer into a 10 mL measuring cup, adjusting it to 0 then weighing it. The sample weight obtained is then divided by the volume of the measuring cup (10 mL) so that the bulk density value is obtained. The same procedure is also used to obtain the tapped density value, except when the measuring cup which has been filled with the sample is tapped mechanically until it reaches a constant volume. Tapped density is calculated using the same formula as bulk density 19,20.
Compressibility Index and Hausner Ratio
Compressibility index or Carr index and Hausner ratio were used to measuring the flow power of powder samples. Both are obtained from the density of the mass and tapped density of the flavor enhancer using the following equation 21.:
Wettability
Wettability was acquired after some flavor enhancer samples (10 g) were poured into 100 mL of distilled water that was already available in a 250 mL chemical glass. The time it takes for the sample to first touch the water surface until it is completely wet is a wettability value 22.
Water Solubility Index (WSI) and Water Absorption Index (WAI)
The water solubility index (WSI) was obtained by careful weighing of the flavor-enhancing powder 1.0 g, mixed in 30 mL of water, and incubated for 30 minutes in a water bath (Memmert WNB 10) at 30 °C. The mixture was then centrifuged (Gemmy PLC-03 8 Hole) for 15 minutes at 3000 rpm. The supernatant obtained was collected into a known weight of petri dishes, while the residue was weighed after drying for 8 hours in an oven (Binder ED 53) at 105 °C and expressed as the WSI value that had been accumulated with the initial sample weight (1.0 g). The water absorption index (WAI) is calculated based on the mass of solids remaining in the supernatant divided by the initial sample weight (1.0 g) 23.
Morphology Characterization and Particle Size Measurement
Morphology characterization of the flavor enhancing powder was analyzed using an analytical scanning electron microscope (JSM-6510 LA, Jeol Ltd.). Particle size distribution was measured using a particle size analyzer LLPA-C10 (Labtron Equipment Ltd.), using the principle of laser light scattering, with a measurement range for dry disperse 0.01 – 2000 µm.
Results and Discussion
Glutamic Acid Content
The presence of glutamic acid in flavor enhancers is the most significant factor since it influences the taste of umami generated. L-glutamic acid is 0.61 g/100 g in Sargassum aquifolium extract. MD as a coating material is quite effective in protecting umami compounds from Sargassum aquifolium extract, where microcapsules with a 30 % MD concentration have the L-glutamic acid 0.46 g/100 g, while the lowest is at 10 % MD concentration (0.18 g/100 g). This indicates that MD has a chemical structure suitable for the core material, strengthened by previous research 16. The chemical structure of the wall material that is not suitable will cause the coating of the core material to be not optimal so that a lot of it is wasted. The smaller the particle size, the more likely it will form a whole spherical structure like a ball which is known to be able to maintain the flavor-enhancing compounds optimally 24. MD is also known to be able to significantly increase the thermal stability of flavor enhancing microcapsules and improve the controlled release of microcapsules for up to 60 minutes in boiling water 12,13.
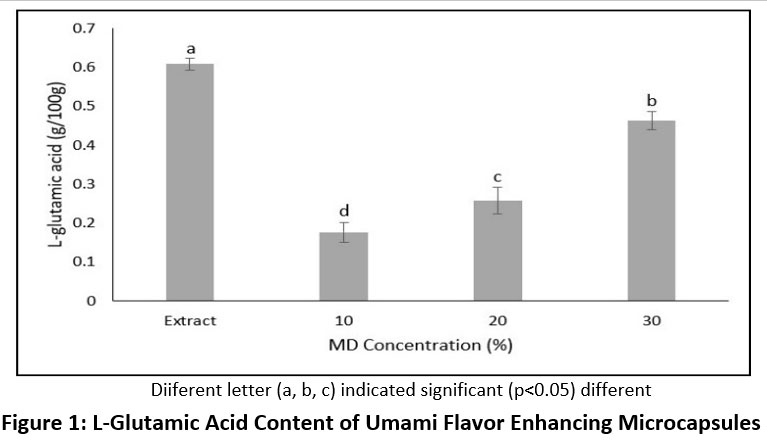 |
Figure 1: L-Glutamic Acid Content of Umami Flavor Enhancing Microcapsules. |
Moisture Content and aw
The umami flavor enhancer from seaweed has low moisture content and aw (Table 1), indicating good efficiency of the drying process and product stability. Microbial growth will not be optimal, so the product shelf life will be long 20. This result follows other studies, which used MD as a coating material in the encapsulation process for umami compounds 8, while Fazaili et al., 25 also observed a decrease in water content with an increase in the concentration of the carrier material which is dried with various concentrations of MD. The use of MD in the flavor-enhancing microencapsulation process resulted in moisture content within the desired range (3.10 – 3.63%). The water content of microcapsules coated with MD by spray drying generally ranges from 2.11 to 4.66% 26,27.
Similar to water content, the aw value of the flavor enhancer also decreases with the addition of MD as a coating material, in line with research conducted by Nambiar et al., 28. However, excessive concentrations of MD will cause the product to stick to the nozzle and block the hot steam. The increase in MD up to 30% caused the aw value of the product to decrease from 0.25 to 0.23, which was previously confirmed by Cao et al., 29. aw values below 0.60 for powder products are good, able to suppress microbial growth, while aw values of 0.2 – 0.4 are considered the most optimal because they are stable against adverse reactions such as oxidation, browning, hydrolytic, and enzymatic 30,31.
Tabel 1: Water content, aw, hygroscopicity, water soluble index, and water absorption index of microcapsules.
| Concentration of MD | Water Content(%) | aw | Higroscopicity(%) | WSI(%) | WAI(%) |
| 10% | 3.63 ± 0.11c | 0.26 ± 0.02c | 20.56 ± 0.61c | 93.18 ± 0.43a | 0.03 ± 0.01a |
| 20% | 3.23 ± 0.05b | 0.23 ± 0.01b | 17.88 ± 0.38b | 93.46 ± 0.50a | 0.05 ± 0.01a |
| 30% | 3.10 ± 0.03a | 0.21 ± 0.01a | 15.47 ± 0.42a | 94.49 ± 0.18a | 0.06 ± 0.01a |
Note: The data are representations of the mean values ± standard deviation. Different superscripts in the same column showed statistically significant differences (p <0.05).
Hygroscopicity
Hygroscopicity in the food sector is closely related to the porosity and amorphous sugar content of the product. The powder produced by spray-drying tends to form amorphous solids. The process of evaporation of water material takes place quickly so that the product is more hygroscopic 32. The umami flavor enhancer has a fairly good hygroscopicity value with a value range of 15.47 – 20.56%, higher than that reported by Gagneten et al., 33. Apart from being hygroscopic, spray dried products have a porous surface structure and a low glass transition temperature (Tg). Improper handling after drying, allows the product moisture content to increase. The addition of coatings is very effective in correcting these deficiencies 24,34. MD has anti-hygroscopic properties which can change the balance of hydrophilic/hydrophobic particles, which results in lower water absorption 15.
Water Solubility Index and Water Absorption Index
The ideal powder product has a high WSI value. There can be no significant differences in the sample WSI. However, the powder WSI value was higher when the MD concentration increased. In general, the solubility of the product was very good (93.18 – 94.49%). The presence of MD increased the solubility of atomized samples. This is due to the very high hydroxyl (OH) group in the MD molecule. MD also produces a more porous powder microstructure, so that the powder will more easily dissolve in water 18,35. The umami compounds in the extract are also hydrophilic. Umami compounds will interact with taste receptors when they meet saliva, one of the unique and important characteristics of food flavor enhancers 8.
Unlike the case with WSI, WAI is a solid that remains after the centrifugation process. The concentration of WAI is generally very small and was confirmed in this study. Taste enhancers had WAI values in the range of 0.03 – 0.06%. There was no statistically significant difference. The same result was also reported by Vidović et al., 23, the low value of WAI was influenced by the hydrophilic group of the particles that bind water molecules which then form a gel. The values of WSI and WAI are the determining factors for the quality of powders used in the food industry. The industry prefers powder products with high WSI values and low WAI. Powders with poor solubility can cause high economic losses for companies 36.
Wettability, Particle Size, and Morphological Characteristics of Microcapsules
Apart from high solubility, flavor enhancers should ideally also have a fast wettability, do not float, and sink completely. The average wettability time of the seaweed flavor enhancer ranged from 427 to 689 s, faster than the wettability of the sumac extract microcapsules (1239 – 3263 s) reported by Caliskan & Dirim 30, but longer than the wettability of the spray-dried blackberry microcapsules with the same coating material 37. Although it has high solubility and porous particle structure 38,39, the main component of MD preparation is starch so it requires a longer wettability time 40. There are several ways to speed up the wettability time, such as the addition of inulin in the coating material formulation which has been confirmed to be able to significantly shorten the wettability time of the spray drying powder 36. Several other aspects such as a decrease in the drying temperature (inlet or outlet) and the concentration of the coating material will cause a faster wettability time, due to the size and structure of the resulting particles.
 |
Figure 2: (a) Wettability time, and (b) Microcapsule Particle Size Distribution
|
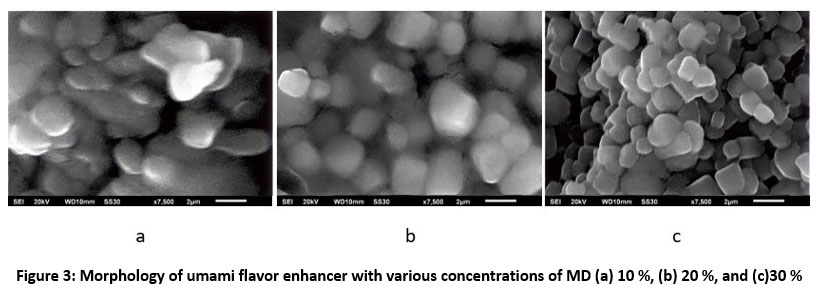 |
Figure 3: Morphology of umami flavor enhancer with various concentrations of MD (a) 10 %, (b) 20 %, and (c)30 % |
The particle size of the umami flavor enhancers of Sargassum aquifolium ranges from 0.19 – 94.57 µm, smaller than that reported by Mayasari et al., 16 (43.14 – 101.71 µm). The particle size distribution of each coating concentration was observed, flavor enhancers with MD 30% produced the smallest particle size distribution (0.19 – 59.371 µm) with a dominant size of 5.21 – 11.17 µm (47.51 %), and a peak size of 8.23 µm, flavor enhancers with MD 20% produced particles with a size distribution of 0.62 – 69.60 µm, dominant size 8.23 – 7.21 (38.06 %, with a peak size of 11.17 µm, while flavor enhancers with 10% MD had the largest particle size distribution (1.13 – 94.57 µm) with the size dominant 11.17 – 27.90 µm (45.05%), and peak particle size at 15.16 µm.
Sargassum aquifolium contains alginate polysaccharides. These hydrocolloid compounds cause less perfect encapsulation, irregular particle shape, and stick together. This condition can be seen in Figure 3a. An increase in MD of up to 30 % results in a smoother microcapsule surface and a more uniform and even shape of the particles (Figure 3c). Medina-Torres et al., 41 reported that the results of microcapsules by spray drying with MD coating material have a very small size distribution (10 – 40 µm), with a rough, hollow, irregular surface morphology with structural cracks on the surface. The high drying temperature will result in smaller particles with finer and more rounded morphology 16,35.
Colour Parameters
The color attribute is one of the sensory attractions that need attention. Ideally, the flavor enhancer should be a bright color so that it doesn’t affect the final color of the product when added. The seaweed extract used tends to be brown with details L* = 58.31; a* = 6.29 and b* = 20.16, while the MD used is bright white (L* = 97.83; a* = 0.21 and b* = 1.94). The L * value of flavor enhancement significantly increased (76.76 to 81.49), resulting from the dominant white color of MD 42. a* (4.32 to 3.16) and b* (16.35 to 14.29) values decreased as the coating agent concentration increased. MD produced good retention of flavor-enhancing pigments. This result was in line with the color change of the tea water extract microcapsules coated MD with spray drying reported by Nadeem et al. 43.
Table 2: CIELAB colour parameters of microcapsules.
| Concentration of MD | L* | a* | b* | C ° | Hue Angle |
| 10% | 76.76 ± 0.91a | 4.32 ± 0.12c | 16.35 ± 0.22c | 16.91 ± 0.23c | 75.18 ± 0.37a |
| 20% | 79.60 ± 0.97b | 3.46 ± 0.09b | 15.42 ± 0.15b | 15.80 ± 0.16b | 77.35 ± 0.24b |
| 30% | 81.49 ± 0.21c | 3.16 ± 0.33a | 14.29 ± 0.56a | 14.64 ± 0.56a | 77.52 ± 1.33c |
Note: The data are representations of the mean values ± standard deviation. Different superscripts in the same column showed statistically significant differences (p <0.05).
The hue angle is related to the color produced, the value 0° representing red and 90° representing yellow. With increasing MD concentration, the color change towards yellow is getting bigger, where the hue angle from 75.18 to 77.52, while the chroma value decreases (16.91 to 14.64), it is possible because high temperatures cause the color pigment to degrade slightly 28. Caparino et al., 18 also explained that spray drying resulted in very small particle size so that the resulting mango powder was brighter. The increase in brightness will cause a decrease in color sharpness (Chroma) in addition to the effect of white MD.
Bulk and Tapped Density, Carr Index and Hausner Ratio
Powder flowability can be determined by the value of bulk and tapped density, Carr index, and Hausner ratio. The bulk and tapped density values for the umami flavor enhancer can be seen in Table 3. The bulk density of seaweed flavor enhancer powder was found to be greater in microcapsules coated with 30 % MD (0.46 g/mL), as well as the tapped density of powder at the same concentration (0.54 g/mL). MD particles that are bigger than the core particles will cause the density of the powder produced to increase with the addition of MD. Besides, powders with lower water content are also known to have a greater density 43,44. This is in line with what Singh et al., 45 reported, an increase in the concentration of MD up to 300 % which was dried by spray drying would cause the tapped density of powder to increase from 0.38 – 0.44 g/mL.
The increase in coating material concentration also has an impact on decreasing the volume of particles, which is caused by decreased air formation in the structure, so that the bulk and tapped density increases 19. In contrast to coating materials, an increase in intake air temperature tends to result in a lower bulk particle density 16. An increase in inlet temperature followed by a decrease in the feed flow rate causes the outer dry layer of the droplet surface to form rapidly, the outside will form a moisture-proof film while the inside forms a hollower structure 20. When the hollow structure decreases, the particle volume decreases, which affects the cohesiveness of the particles. The cohesiveness of the structure is an important indicator of powder flow properties, expressed by Carr index, and Hausner ratio values.
Table 3: Bulk and tapped density, Carr index, and Hausner ratio of microcapsules
| Concentrationof MD | Bulk Density(g/mL) | Tapped Density(g/mL) | Carr Index(%) | Hausner Ratio |
| 10 % | 0.31 ± 0.02a | 0.38 ± 0.03a | 18.60 ± 0.93c | 1.23 ± 0.01c |
| 20 % | 0.37 ± 0.02b | 0.45 ± 0.02b | 17.41 ± 0.60b | 1.21 ± 0.01b |
| 30 % | 0.46 ± 0.02c | 0.54 ± 0.03c | 14.17 ± 0.45a | 1.17 ± 0.01a |
Note: The data are representations of the mean values ± standard deviation. Different superscripts in the same column showed statistically significant differences (p <0.05).
Deshmukh et al., 46 stated that spray drying generally results in a narrower particle size distribution with excellent flow properties. High Carr index, and Hausner ratio values indicate higher particle cohesiveness, and poor flowability 20. According to Lebrun et al., 21, a good powder has the criteria for the Carr index value of ≤15 and the Hausner Ratio value of ≤1.18. The flowability of the flavor enhancing powder with MD 10% and 20% was still acceptable, the best flowability was produced after the addition of 30% coating material with Carr index values of 14.17 (good) and Hausner ratio 1.17 (good). These results are consistent with the findings reported by Cao et al., 29. Products with higher Hausner ratio tend to be cohesive, characterized by a higher moisture content 40. Also, particle size, hardness, surface shape, elasticity to interstitial air determine the cohesiveness of the powder which determines the product flowability 15.
Conclusion
Based on the analysis of physical and chemical characteristics, the best umami flavor enhancing microcapsules from the Sargassum aquifolium seaweed extract from spray drying were produced by adding 30% MD. L-glutamic acid levels in the umami flavor enhancing microcapsules reach 0.46 g/100 g. Microcapsules have low moisture content (3.10 %), aw (0.21), and Hg (15.47 %), which are good for product shelf life because they are able to withstand the rate of damage both biologically, chemically, and physically. Although the product wettability time is relatively long (689 s), the microcapsules have excellent solubility (WSI 94.49 % and WAI 0.06 %) and are favored by the industrial world. The powder is slightly yellowish-brown in color with good brightness (L* 81.49, a* 3.16, b* 14.29, C° 14.64, H° 77.52). The product flowability and cohesiveness were good, as indicated by the bulk and tapped density values of 0.46 g/mL and 0.54 g/mL, then Carr index 14.17 and Hausner ratio 1.17. The powder particle size ranged from 0.19 to 59.37 µm with smooth surface morphology and uniform shape.
Acknowledgement
The authors are thankful to the Research Institute of the Muhammadiyah University of Semarang which facilitated this research.
Conflict of Interest
The authors declare no conflict of interest.
Funding Sources
The author(s) received no financial support for the research, authorship, and/or publication of this article.
References
- Mouritsen OG, Duelund L, Petersen MA, Hartmann AL, Frøst MB. Umami Taste, free Amino Acid Composition, and Volatile Compounds of Brown Seaweeds. J Appl Phycol. 2019;31:1213-1232. doi:10.1007/s10811-018-1632-x
CrossRef - Milinovic J, Campos B, Mata P, Diniz M, Noronha JP. Umami Free Amino Acids in Edible Green, Red, and Brown Seaweeds from the Portuguese Seashore. J Appl Phycol. 2020;32:3331-3339. doi:10.1007/s10811-020-02169-2
CrossRef - Kirkholt EM, Dikiy A, Shumilina E. Changes in the composition of Atlantic Salmon upon the brown seaweed (Saccharina latissima) treatment. Foods. 2019;8:1-18. doi:10.3390/foods8120625
CrossRef - Naseri A, Marinho GS, Holdt SL, Bartela JM, Jacobsen C. Enzyme-assisted extraction and characterization of protein from red seaweed Palmaria palmata. Algal Res. 2020;47:101849. doi:10.1016/j.algal.2020.101849
CrossRef - Lindemann B, Ogiwara Y, Ninomiya Y. The Discovery of Umami. Chem Senses. 2002;27:843-844. doi:10.1093/chemse/27.9.843
CrossRef - Mouritsen OG, Williams L, Bjerregaard R, Duelund L. Seaweeds for umami flavour in the New Nordic Cuisine. Flavour. 2012;1(4):1-12. doi:10.1186/2044-7248-1-4
CrossRef - Vieira EF, Soares C, Machado S, et al. Seaweeds from the Portuguese Coast as a Aource of Proteinaceous Material: Total and Free Amino Acid Composition Profile. Food Chem. 2018;269:264-275. doi:10.1016/j.foodchem.2018.06.145
CrossRef - Harada-Padermo S dos S, Dias-Faceto LS, Selani MM, et al. Umami Ingredient: Flavor Enhancer from Shiitake (Lentinula Edodes) Byproducts. Food Res Int. 2020;137:109540. doi:10.1016/j.foodres.2020.109540
CrossRef - Mau JL, Chen YL, Chien RC, Lo YC, Lin SD. Taste Quality of the Hot Water Extract from Flammulina Velutipes and its Application in Umami Seasoning. Food Sci Technol Res. 2018;24(2):201-208. doi:10.3136/fstr.24.201
CrossRef - Puspita M, Setyawidati NAR, Stiger-Pouvreau V, et al. Indonesian Sargassum Species Bioprospecting: Potential Applications of Bioactive Compounds and Challenge for Sustainable Development. Vol 95. Elsevier Ltd; 2020. doi:10.1016/bs.abr.2019.12.002
CrossRef - Alba K, Kontogiorgos V. Seaweed Polysaccharides (Agar, Alginate Carrageenan). Elsevier; 2018. doi:10.1016/B978-0-08-100596-5.21587-4
CrossRef - Zhou LY, Li W, Pan WJ, et al. Effects of Thermal Processing on Nutritional Characteristics and Non-Volatile Flavor Components from Tricholoma Lobayense. Emirates J Food Agric. 2017;29(4):285-292. doi:10.9755/ejfa.2016-12-1815
CrossRef - Wu L, Zhang M, Liu Y, Sun Q. Characteristics and Release of Monosodium Glutamate Microcapsules Obtained by Spray Drying. Dry Technol. 2019;37(11):1340-1351. doi:10.1080/07373937.2018.1500483
CrossRef - Cho HY, Kim B, Chun JY, Choi MJ. Effect of Spray-Drying Process on Physical Properties of Sodium Chloride/Maltodextrin Complexes. Powder Technol. 2015;277:141-146. doi:10.1016/j.powtec.2015.02.027
CrossRef - Wang W, Zhou W. Characterization of Spray-Dried Soy Sauce Powders Using Maltodextrins as Carrier. J Food Eng. 2012;109(3):399-405. doi:10.1016/j.jfoodeng.2011.11.012
CrossRef - Mayasari E, Saloko S, Lestari OA, Ulfa M. Effect of Inlet Air Temperature on the Properties of Spray Dried San-sakng ( Albertisia papuana Becc .) Leaf. Turkish J Agric – Food Sci Technol. 2020;8(6):1245-1249.
CrossRef - Poojary MM, Orlien V, Passamonti P, Olsen K. Improved Extraction Methods for Simultaneous Recovery of Umami Compounds from Six Different Mushrooms. J Food Compos Anal. 2017;63:171-183. doi:10.1016/j.jfca.2017.08.004
CrossRef - Caparino OA, Tang J, Nindo CI, Sablani SS, Powers JR, Fellman JK. Effect of Drying Methods on the Physical Properties and Microstructures of Mango (Philippine “Carabao” var.) Powder. J Food Eng. 2012;111:135-148. doi:10.1016/j.jfoodeng.2012.01.010
CrossRef - Reddy RS, Ramachandra CT, Hiregoudar S, Nidoni U, Ram J, Kammar M. Influence of Processing Conditions on Functional and Reconstitution Properties of Milk Powder Made from Osmanabadi Goat Milk by Spray Drying. Small Rumin Res. 2014;119(1-3):130-137. doi:10.1016/j.smallrumres.2014.01.013
CrossRef - Wang H, Sun Y, Li Y, et al. Effect of the Condition of Spray-Drying on the Properties of the Polypeptide-Rich Powders from Enzyme-Assisted Aqueous Extraction Processing. Dry Technol. 2019;37(16):2105-2115. doi:10.1080/07373937.2018.1563104
CrossRef - Lebrun P, Krier F, Mantanus J, et al. Design Space Approach in the Optimization of the Spray-Drying Process. Eur J Pharm Biopharm. 2012;80(1):226-234. doi:10.1016/j.ejpb.2011.09.014
CrossRef - Gong Z, Zhang M, Mujumdar A, Sun J. Spray Drying and Agglomeration of Instant Bayberry Powder. Dry Technol. 2008;26(1):116-121. doi:10.1080/07373930701781751
CrossRef - Vidović SS, Vladić JZ, Vaštag ŽG, Zeković ZP, Popović LM. Maltodextrin as a Carrier of Health Benefit Compounds in Satureja Montana Dry Powder Extract Obtained by Spray Drying Technique. Powder Technol. 2014;258:209-215. doi:10.1016/j.powtec.2014.03.038
CrossRef - Reineccius GA. The Spray Drying of Food Flavors. Dry Technol. 2004;22(6):1289-1324. doi:10.1081/DRT-120038731
CrossRef - Fazaeli M, Emam-Djomeh Z, Kalbasi Ashtari A, Omid M. Effect of Spray Drying Conditions and Feed Composition on the Physical Properties of Black Mulberry Juice Powder. Food Bioprod Process. 2012;90(4):667-675. doi:10.1016/j.fbp.2012.04.006
CrossRef - Loksuwan J. Characteristics of Microencapsulated β-Carotene Formed by Spray Drying with Modified Tapioca Starch, Native Tapioca Starch and Maltodextrin. Food Hydrocoll. 2007;21:928-935. doi:10.1016/j.foodhyd.2006.10.011
CrossRef - Couto RO, Martins FS, Chaul LT, et al. Spray Drying of Eugenia Dysenterica Extract: Effects of In-Process Parameters on Product Quality. Brazilian J Pharmacogn. 2013;23(1):115-123. doi:10.1590/S0102-695X2012005000109
CrossRef - Nambiar RB, Sellamuthu PS, Perumal AB. Microencapsulation of Tender Coconut Water by Spray Drying: Effect of Moringa oleifera Gum, Maltodextrin Concentrations, and Inlet Temperature on Powder Qualities. Food Bioprocess Technol. 2017;10(9):1668-1684. doi:10.1007/s11947-017-1934-z
CrossRef - Cao X, Zhang M, Qian H, Mujumdar AS, Wang Z. Physicochemical and Nutraceutical Properties of Barley Grass Powder Microencapsulated by Spray Drying. Dry Technol. 2017;35(11):1358-1367. doi:10.1080/07373937.2017.1332074
CrossRef - Caliskan G, Nur Dirim S. The Effects of the Different Drying Conditions and the Amounts of Maltodextrin Addition During Spray Drying of Sumac Extract. Food Bioprod Process. 2013;91(4):539-548. doi:10.1016/j.fbp.2013.06.004
CrossRef - Chandralekha A, Tavanandi AH, Amrutha N, Hebbar HU, Raghavarao KSMS, Gadre R. Encapsulation of Yeast (Saccharomyces Cereviciae) by Spray Drying for Extension of Shelf Life. Dry Technol. 2016;34(11):1307-1318. doi:10.1080/07373937.2015.1112808
CrossRef - Vardanega R, Muzio AFV, Silva EK, Prata AS, Meireles MAA. Obtaining Functional Powder Tea from Brazilian Ginseng Roots: Effects of Freeze and Spray Drying Processes on Chemical and Nutritional Quality, Morphological and Redispersion Properties. Food Res Int. 2019;116:932-941. doi:10.1016/j.foodres.2018.09.030
CrossRef - Gagneten M, Corfield R, Mattson MG, et al. Spray-Dried Powders from Berries Extracts Obtained Upon Several Processing Steps to Improve the Bioactive Components Content. Powder Technol. 2019;342:1008-1015. doi:10.1016/j.powtec.2018.09.048
CrossRef - Da Costa JMG, Silva EK, Toledo Hijo AAC, et al. Microencapsulation of Swiss Cheese Bioaroma by Spray-Drying: Process Optimization and Characterization of Particles. Powder Technol. 2015;274:296-304. doi:10.1016/j.powtec.2015.01.037
CrossRef - Avila EL, Rodríguez MC, Velásquez HJC. Influence of Maltodextrin and Spray Drying Process Conditions on Sugarcane Juice Powder Quality. Rev Fac Nac Agron Medellín. 2015;68(1):7509-7520.
CrossRef - Fernandes RVDB, Borges SV, Botrel DA. Gum arabic/Starch/Maltodextrin/Inulin as Wall Materials on the Microencapsulation of Rosemary Essential Oil. Carbohydr Polym. 2014;101(1):524-532. doi:10.1016/j.carbpol.2013.09.083
CrossRef - Ferrari CC, Germer SPM, Alvim ID, Vissotto FZ, de Aguirre JM. Influence of Carrier Agents on the Physicochemical Properties of Vlackberry Powder Produced by Spray Drying. Int J Food Sci Technol. 2012;47(6):1237-1245. doi:10.1111/j.1365-2621.2012.02964.x
CrossRef - Tonon R V., Brabet C, Hubinger MD. Anthocyanin Stability and Antioxidant Activity of Spray-Dried Açai (Euterpe oleracea Mart.) Juice Produced with Different Carrier Agents. Food Res Int. 2010;43(3):907-914. doi:10.1016/j.foodres.2009.12.013
CrossRef - Santhalakshmy S, Don Bosco SJ, Francis S, Sabeena M. Effect of Inlet temperature on Physicochemical Properties of Spray-Dried Jamun Fruit Juice Powder. Powder Technol. 2015;274:37-43. doi:10.1016/j.powtec.2015.01.016
CrossRef - Caliskan G, Dirim SN. The Effect of Different Drying Processes and the Amounts of Maltodextrin Addition on the Powder Properties of Sumac Extract Powders. Powder Technol. 2016;287:308-314. doi:10.1016/j.powtec.2015.10.019
CrossRef - Medina-Torres L, Santiago-Adame R, Calderas F, et al. Microencapsulation by Spray Drying of Laurel Infusions (Litsea glaucescens) with Maltodextrin. Ind Crops Prod. 2016;90:1-8. doi:10.1016/j.indcrop.2016.06.009
CrossRef - Zorzenon MRT, Formigoni M, da Silva SB, et al. Spray Drying Encapsulation of Stevia Extract with Maltodextrin and Evaluation of the Physicochemical and Functional Properties of Produced Powders. J Food Sci. 2020;85(10):3590-3600. doi:10.1111/1750-3841.15437
CrossRef - Nadeem HŞ, Torun M, Özdemir F. Spray Drying of the Mountain Tea (Sideritis Stricta) Water Extract by using Different Hydrocolloid Carriers. LWT – Food Sci Technol. 2011;44(7):1626-1635. doi:10.1016/j.lwt.2011.02.009
CrossRef - Goula AM, Adamopoulos KG. Effect of Maltodextrin Addition during Spray Drying of Tomato Pulp in Dehumidified Air: I. Drying Kinetics and Product Recovery. Dry Technol. 2008;26(6):714-725. doi:10.1080/07373930802046369
CrossRef - Singh VK, Pandey S, Pare A, Singh RB. Optimization of Process Parameters for the Production of Spray Dried Ber (Ziziphus jujube L.) Powder. J Food Sci Technol. 2014;51(12):3956-3962. doi:10.1007/s13197-012-0897-3
CrossRef - Deshmukh R, Wagh P, Naik J. Solvent Evaporation and Spray Drying Technique for Micro- and Nanospheres/Particles Preparation: A Review. Dry Technol. 2016;34(15):1758-1772. doi:10.1080/07373937.2016.1232271
CrossRef

This work is licensed under a Creative Commons Attribution 4.0 International License.